La nature de la variabilité (variations, variabilité) est à la base d'une pensée statistique différente de la pensée en termes de tolérances.
Cette section du site est dédiée à expliquer la nécessité de comprendre la nature de la variabilité pour gérer tout système (social, commercial, industriel et technique), car nous vivons dans un monde rempli de variabilité. L'importance de comprendre les lois de la variabilité pour améliorer la qualité et accroître l'efficacité de la production et des services ne peut être surestimée ; cette connaissance est aussi importante que la compréhension des lois de l'aérodynamique si vous concevez un avion.
Matériel préparé par : Directeur scientifique du Centre AQT Sergueï P. Grigoriev .
Le libre accès aux articles ne diminue en rien la valeur des matériaux qu'ils contiennent.
Variabilité – variabilité, diversité, dispersion ou mesure de l'écart par rapport à « l'optimum ». Le changement lui-même est appelé variation ou variante.
« Le problème fondamental de la gestion, du leadership et de la production, comme l’a formulé mon ami Lloyd Nelson et comme nous l’avons souligné à plusieurs reprises, est l’incapacité à comprendre et à interpréter la nature de la variation.
Les efforts et les pratiques visant à améliorer la qualité et la productivité dans la plupart des entreprises et des agences gouvernementales sont fragmentés, sans direction globale compétente ni système cohérent d'amélioration continue.
Chacun, quel que soit son poste, a besoin de formation et de développement. Dans une atmosphère d’efforts fragmentés, les gens avancent chacun dans leur propre direction, incapables d’apporter davantage de bénéfices à l’entreprise, et encore moins de se développer.
Il est important de comprendre la nature de la variabilité avant d'apporter des modifications au système ou aux processus métier d'une entreprise pour les raisons suivantes :
« Premièrement, si le résultat d’un processus est déterminé par l’influence de causes particulières, alors son comportement change de manière imprévisible et, par conséquent, il est impossible d’évaluer l’effet des changements dans la conception, la formation, les politiques d’approvisionnement en composants, etc., qui pourraient être introduit par la direction dans ce processus (ou dans le système qui contient ce processus) à des fins d'amélioration. Tant que le processus est dans un état incontrôlé, personne ne peut prédire ses capacités. »
" Deuxièmement, lorsque les causes particulières ont été éliminées de sorte que seules subsistent les causes générales de variation, alors les améliorations peuvent dépendre d'actions de contrôle. Puisque dans ce cas les variations observées du système sont déterminées par la manière dont les processus et le système ont été conçu et construit, puis seul le personnel de direction, les cadres supérieurs, ont le pouvoir de modifier le système et les processus.
"Eh bien, quelle est la différence ? Et qu'est-ce que cela nous donne ? Oui, tout ce qui sépare le succès de l'échec ! Troisièmement, nous arrivons à un problème si nous (en pratique) ne distinguons pas un type de variabilité d'un autre et agissons sans comprendre, non seulement nous n’améliorerons pas les choses, mais nous aggraverons sans aucun doute la situation. Il est clair qu’il en sera ainsi et cela restera un mystère pour ceux qui ne comprennent pas la nature de la variabilité (des variations).
État du processus contrôlé statistiquement (stable)

Figure 1. [4] Démonstration de la distribution des données et de la carte XbarR de contrôle correspondante (carte XR) des moyennes de Shewhart et des plages de sous-groupes pour un processus prévisible (processus contrôlé statistiquement). Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
Les quatre points dans la zone de chaque histogramme (courbes en forme de cloche) sur la figure 1 sont des valeurs individuelles et représentent un sous-groupe de données de taille n=4. Les points de la carte de contrôle Xbar moyenne (graphique du haut) représentent les moyennes de chaque sous-groupe de points des histogrammes correspondants. Les points sur le graphique R de la plage des sous-groupes (graphique du bas) représentent la plage des sous-groupes (la différence entre la valeur maximale et minimale dans chaque sous-groupe). Tous les points sur les graphiques de la carte de contrôle XbarR sont placés de gauche à droite au fur et à mesure que les valeurs se forment au fil du temps.

Figure 2. Démonstration de la distribution des données pour un processus prévisible (processus contrôlé statistiquement). A titre d'exemple, les zones du champ de tolérance double face classique sont représentées : la zone verte est le champ de tolérance, les zones rouges sont en dehors du champ de tolérance. La taille du champ de tolérance est choisie conditionnellement.
Lorsque les cartes de contrôle générées pour les résultats du processus analysés montrent un état statistiquement stable, il est alors hautement indésirable d'intervenir dans le processus afin de gérer chaque saut de haut en bas qui attire l'attention.
Vidéo 1. L'expérience sur carte Galton démontre le phénomène de variabilité dans un processus contrôlé statistiquement dans un système fermé dans des conditions idéales.
Essentiellement, tous les points situés entre les limites de contrôle d’un processus stable sont homogènes. Essayer de déterminer les pires valeurs dans ce cas ne fera que produire de fausses hypothèses et vous perdrez encore une fois votre précieux temps de travail.
Vidéo 2. Expérience sur carte Galton expliquant le rôle de la variabilité en utilisant l'exemple d'un processus statistiquement contrôlé (stable) fonctionnant au-delà de la zone de tolérance. LSL (Lower Spécification Limit) - limite inférieure du champ de tolérance, USL (Upper Spécification Limit) - limite supérieure du champ de tolérance. La taille du champ de tolérance est choisie conditionnellement.
Comme les boules de l'expérience sur planche de Galton, la distribution de densité des valeurs contrôlées dans un système stable est distribuée de manière aléatoire autour de la ligne centrale (ligne moyenne) du processus. Toutes les « balles » tombent dans l'une ou l'autre « poche » complètement par hasard. Que cela vous plaise ou non, il y aura des boules dans les poches à gauche, au centre et à droite, et le nombre de boules dans les poches correspondra règle de distribution empirique valeurs dans un système stable.
" Deux nombres qui ne sont pas identiques sont considérés comme différents. Malheureusement, cela est vrai en matière d'arithmétique, mais ce n'est pas vrai lorsqu'il s'agit d'interpréter des données. Dans ce monde, deux nombres différents peuvent très bien représenter la même chose. "
Par exemple, lorsque le processus est dans un état statistiquement contrôlé, il n'a pas de sens pratique d'analyser chaque cas de produits tombant en dehors des limites de tolérance (spécifications), car dans ce cas, les produits défectueux et de haute qualité sont des produits homogènes d'un niveau stable. processus. Avec le même succès (sans succès), vous pouvez analyser des produits qui se trouvent dans les limites de tolérance. Cette pratique erronée est constatée partout :
"Dans tous les cas de défauts, une enquête est ordonnée. Un ingénieur qualité découvre la cause profonde du défaut. Dans la plupart des cas, un niveau de qualité élevé est atteint grâce à des changements constants dans le processus technique."
Une fois de plus, ce que Deming a dit est confirmé :
"Rien ne remplace la connaissance. Mais la perspective d'utiliser la connaissance est effrayante."
État du processus contrôlé statistiquement, le meilleur dont il est capable dans les conditions actuelles. Dans ce cas, la connaissance du comportement passé du processus permet de prédire son comportement futur alors qu’il se trouve dans un état statistiquement stable.
Pour améliorer (réduire la variabilité et rapprocher la position de la moyenne de la valeur nominale) les processus stables, des changements systémiques sont nécessaires. De tels changements, s’ils ont un effet significatif, seront faciles à suivre à l’aide de cartes de contrôle.
Fixer un objectif numérique spécifique au-dessus ou en dessous des limites de contrôle (VKG, НКГ) pour des processus prévisibles (contrôlables) n'a encore plus de sens. Le processus est, par définition, prévisible. Sous l'influence de raisons générales (systémiques, aléatoires), le processus produira aléatoirement des points homogènes au-dessus et en dessous de la ligne centrale (CL) conformément à la règle empirique de densité de distribution (qui sera expliquée ci-dessous). De nouveaux points d'un processus stable s'inséreront dans les limites de contrôle calculées (VKG, НКГ) avec de moins en moins d'influence sur la valeur arithmétique de la ligne centrale.

Figure 3. Un objectif numérique pour un processus stable n’a pas de sens. Carte de contrôle Shewhart pour un processus contrôlé statistiquement (stable). Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
Les cartes de contrôle Shewhart sont un outil inégalé de gestion de l'amélioration des processus. Les limites de contrôle des cartes Shewhart servent de définition opérationnelle minimiser les pertes dues à la commission erreurs du premier et du deuxième type , sont la voix de vos processus et vous permettent également de suivre objectivement les changements réels dans les processus, à la fois pour le meilleur et pour le pire.
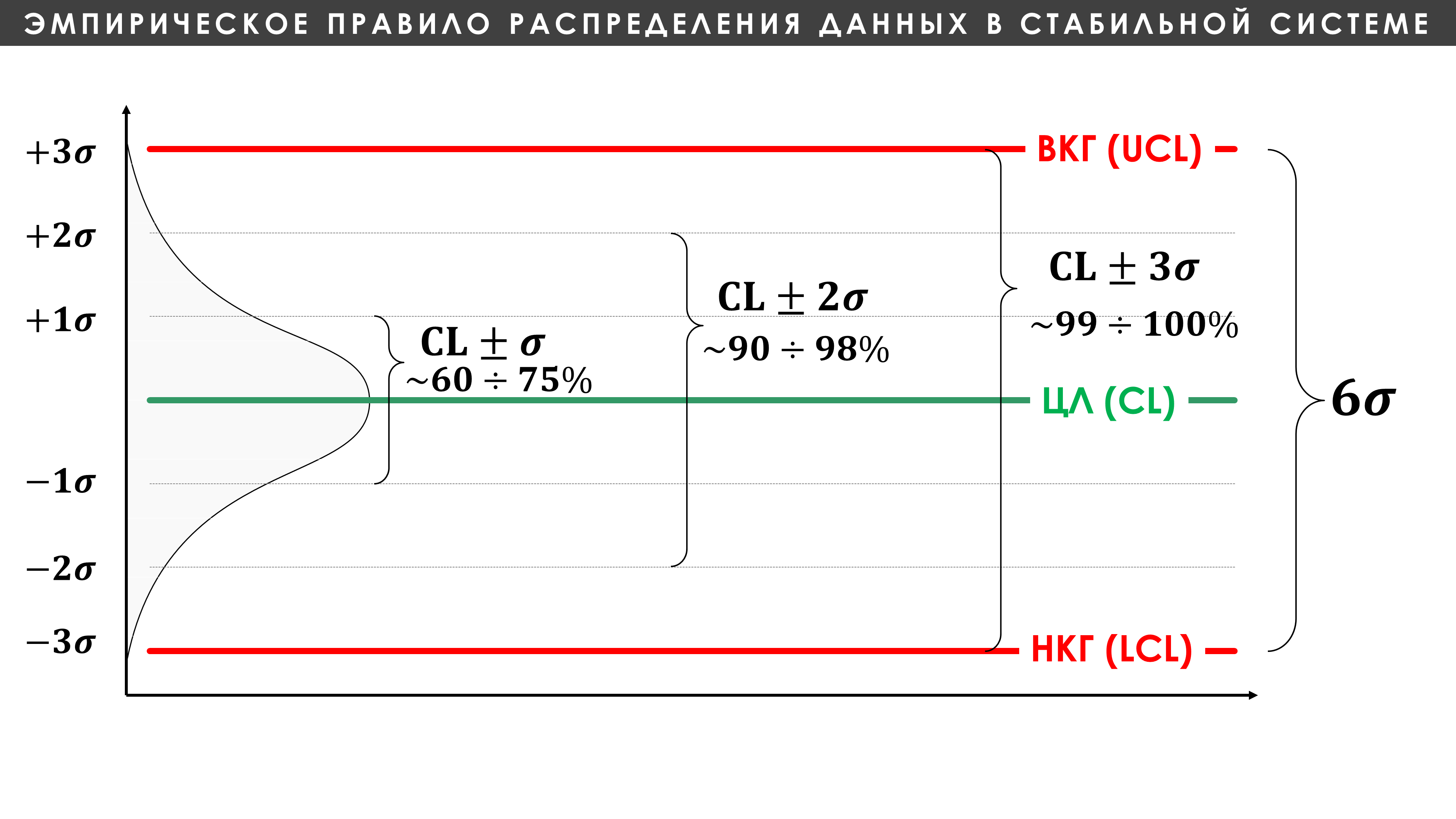
Figure 4. Règle générale pour la distribution des données dans un système stable. Carte de contrôle Shewhart. Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
"La règle empirique nous fournit un moyen utile de décrire les données à l'aide d'une mesure de position et d'une mesure de dispersion. Si l'on nous donne un ensemble homogène de données, alors :
1) environ 60 à 75 % des données se situent dans une unité sigma de chaque côté de la moyenne ;
2) environ 90 à 98 % des données se situent à moins de deux unités sigma de la moyenne ;
3) environ 99 à 100 % des données ne sont pas éloignées de plus de trois unités sigma de la moyenne.
L'unité sigma (σ) est une mesure de l'échelle des données. Les statistiques générales de diffusion peuvent être converties en unités (σ) à l'aide de formules publiées*.
* Formules de calcul des unités σ, voir [11.1] GOST R 50779.42-99 (ISO 8258-91) - Remarque Sergey P. Grigoryev
Vidéo 3. Règle générale pour la répartition des valeurs dans un système stable. Carte de contrôle de Shewhart pour l'expérience du tableau Galton. Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
La vidéo 3 avec la règle empirique pour la distribution des valeurs dans un système stable prouve le manque de signification scientifique et pratique de l'affirmation selon laquelle les limites [+/- 2σ] sont des limites d'avertissement. Une petite partie des valeurs homogènes devrait dans tous les cas se trouver en dehors de ces limites d'un processus stable. Et les signaux réels sont les points de la carte de contrôle Shewhart déterminés conformément à Critères zonaux de Western Electric .
De plus, [4] Donald Wheeler, dans Statistical Process Control: Business Optimization Using Shewhart control charts, démontre six distributions de données théoriques, et pour toutes les distributions, les limites [+/- 2σ] ne sont pas préjudiciables. Pour une distribution uniforme - cela pourrait être les limites d'action, et pour celles restant en dehors de la distribution normale, seule la limite [- 2σ] pourrait être la limite d'action inférieure (limite inférieure de contrôle, LCL), mais dans le monde réel, on ne sait jamais le vrai modèle (forme) de la distribution du paramètre analysé. Voir l'image ci-dessous.

Figure 5. Six distributions de données théoriques avec des flèches indiquant les limites [+/- 2σ].
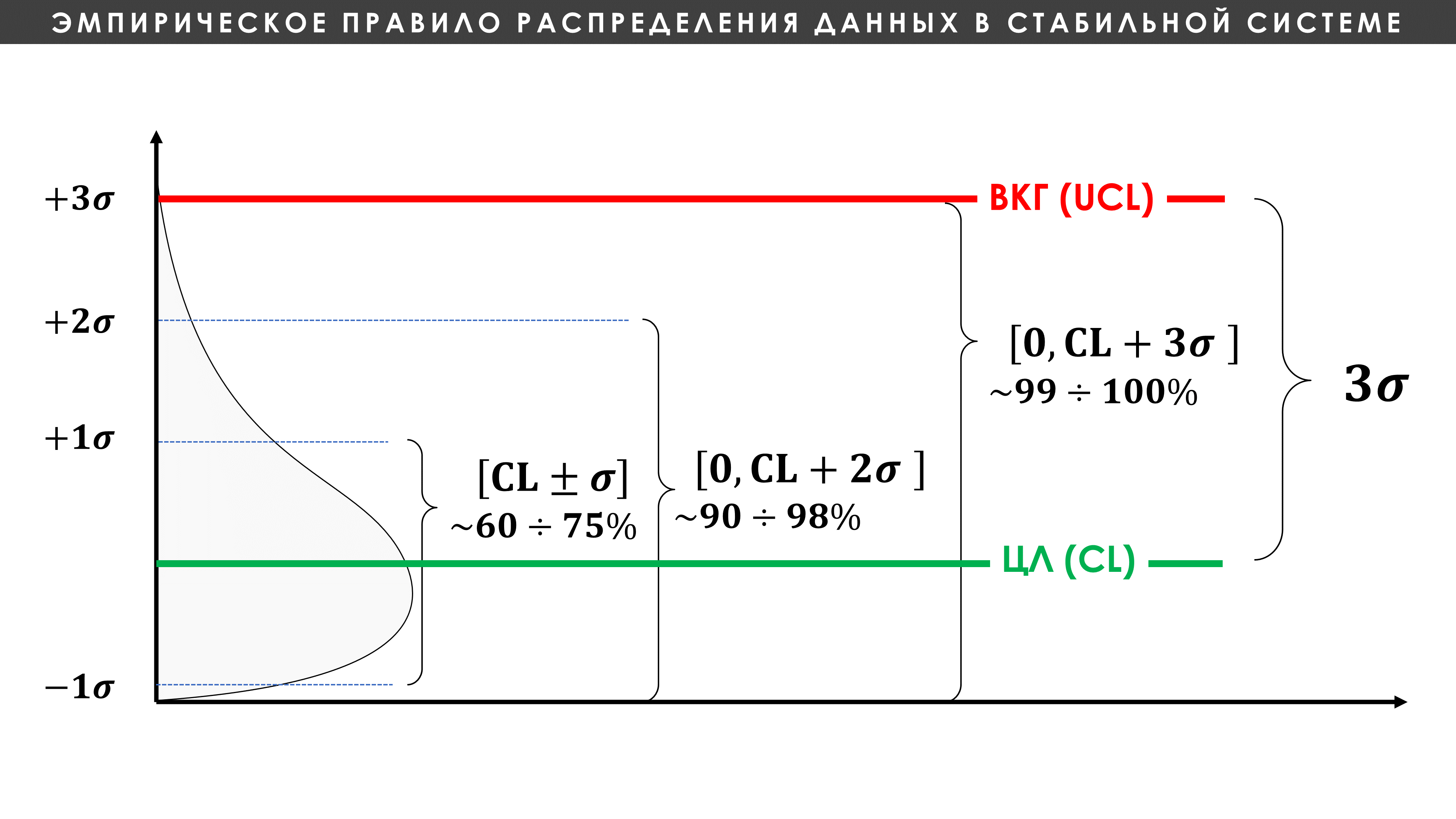
Figure 6. Un exemple de cas particulier d'application d'une règle empirique de distribution de données dans un système stable pour un processus avec une limite de contrôle. Carte de contrôle Shewhart. La ligne rouge est le haut (Upper Control Limit, UCL, ВКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
« Kanban, ou juste à temps, est une conséquence naturelle de l'obtention d'un état de contrôle statistique des mesures de qualité des produits, qui à son tour conduit à un contrôle statistique de la vitesse du processus de production. »
Les limites de contrôle des processus « ne savent rien » des limites de tolérance (exigences des spécifications) par rapport auxquelles les défauts du produit sont déterminés. Les défauts du produit sont déterminés par des limites de tolérance ou des spécifications artificiellement établies. Repoussez les limites des spécifications au-delà des limites de contrôle d'un processus contrôlé statistiquement et vous obtenez un « zéro défaut » ou une « fabrication sans défaut ». Il y avait des « zéro défauts », rapprochez les limites des spécifications en les plaçant à l'intérieur des limites de contrôle de la carte de Shewhart - vous avez ici des « défauts » garantis, dont le nombre probable peut être facilement prédit par la règle empirique de distribution des données dans un système stable.
Les actions qui ne doivent pas être entreprises et celles qui doivent réellement être entreprises par rapport au processus qui produit des produits défectueux sont présentées dans l'article : Manières correctes et incorrectes d’utiliser les champs de tolérance. Faut-il trier les produits selon des marges de tolérance pour les produits défectueux et non défectueux, ou faut-il essayer de personnaliser le processus ? .
« Il ne suffit pas de respecter les tolérances.
De plus, il n’existe aucun moyen de savoir si les tolérances seront maintenues à moins que le processus ne soit dans un état de contrôle statistique. Jusqu'à ce que des causes particulières soient identifiées et exclues (au moins celles qui sont apparues jusqu'à présent), personne ne peut prédire ce que le processus produira dans l'heure suivante.
Se fier à l’inspection (la seule alternative) est dangereux et coûteux. Votre processus peut bien fonctionner le matin et produire des articles hors tolérance l’après-midi.
Les tolérances calculées ne sont pas des limites qui déterminent la manière de procéder. En fait, des pertes importantes se produisent lorsque le procédé est constamment ajusté d’une manière ou d’une autre pour respecter les tolérances. »
État du processus statistiquement incontrôlable (imprévisible)

Figure 7. [4] Démonstration de la distribution des données et de la carte XbarR de contrôle correspondante (carte XR) des moyennes et des plages de sous-groupes pour un processus variable dans le temps qui est dans un état statistiquement incontrôlable (processus instable). Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
Les quatre points dans la zone de chaque histogramme (courbes en forme de cloche) sur la figure 5 sont des valeurs individuelles et représentent un sous-groupe de données de taille n=4. Les points de la carte de contrôle Xbar moyenne (graphique du haut) représentent les moyennes de chaque sous-groupe de points des histogrammes correspondants. Les points sur le graphique R de la plage des sous-groupes (graphique du bas) représentent la plage des sous-groupes (la différence entre la valeur maximale et minimale dans chaque sous-groupe). Tous les points sur les graphiques de la carte de contrôle XbarR sont placés de gauche à droite au fur et à mesure que les valeurs se forment au fil du temps.

Figure 8. Démonstration de la distribution des données pour un processus imprévisible (statistiquement incontrôlable). A titre d'exemple, les zones du champ de tolérance double face classique sont représentées : la zone verte est le champ de tolérance, les zones rouges sont en dehors du champ de tolérance. La taille du champ de tolérance est choisie conditionnellement.
Vidéo 4. Expérience sur carte Galton expliquant le rôle de la variabilité en utilisant l'exemple d'un processus statistiquement incontrôlable qui change périodiquement de position par rapport à la zone de tolérance. LSL (Lower Spécification Limit) - limite inférieure du champ de tolérance, USL (Upper Spécification Limit) - limite supérieure du champ de tolérance. La taille du champ de tolérance est choisie conditionnellement.
Un état de processus statistiquement instable (imprévisible, incontrôlable, instable) peut être identifié à l'aide des cartes de contrôle Shewhart. C’est le pire état pour n’importe quel processus.
Lorsque les cartes de contrôle montrent des signes d'instabilité du processus, ce n'est qu'à ce moment-là qu'une intervention immédiate sur le processus est nécessaire pour identifier et corriger les causes spécifiques de l'instabilité.
"Si un système n'est pas dans un état de contrôle statistique, il est difficile de mesurer l'effet du changement. Plus précisément, s'il n'y a pas de contrôle, seuls des résultats catastrophiques seront perceptibles."
Les modifications apportées au système dans un processus non contrôlé n'apporteront probablement que peu d'avantages à l'amélioration du processus et ne seront pas économiquement réalisables. De plus, si le processus dans lequel des changements sont prévus pour l'améliorer se trouve dans un état statistiquement incontrôlable, il ne sera pas possible de mesurer de manière fiable l'effet de ces changements.
Tout d'abord, il faudra amener le processus dans un état statistiquement stable, ce qui en soi conduit toujours à un effet économique significatif et ne nécessite pas de dépenses supplémentaires.
Fixer un objectif numérique spécifique pour un processus imprévisible s’apparente davantage à des grossièretés.

Figure 9. Un objectif numérique pour un processus imprévisible revient à lire des feuilles de thé. Carte de contrôle de Shewhart pour un processus statistiquement incontrôlable (instable).
Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL) - valeur moyenne, 𝝈 - mesure de la dispersion des données (valeur calculée inhérente à un processus unique spécifique).
Littérature:
- [11] GOST R ISO 7870-1-2011 (ISO 7870-1:2007), GOST R ISO 7870-2-2015 (ISO 7870-2:2013) - Méthodes statistiques. Cartes de contrôle Shewhart. Télécharger le PDF) 7870-1 , 7870-2 .
- [11.1] GOST R 50779.42-99 (ISO 8258-91) Méthodes statistiques. Cartes de contrôle Shewhart (version antérieure à la sortie de GOST 7870-1, 7870-2) - chez DEMING.PRO, nous préférons cette version. Télécharger le PDF) 50779.42-99 .
- [12] GOST 51814.3-2001 – Systèmes qualité dans l'industrie automobile. Méthodes de contrôle statistique des processus. Télécharger le PDF) 51814.3 .
Article: Règles pour déterminer le manque de contrôlabilité à l'aide de cartes de contrôle .
La courte vidéo ci-dessous fournit une feuille de route pour une méthode rentable d'amélioration d'un processus au point où le processus fonctionne si étroitement dans les tolérances spécifiées qu'il ne produit aucun produit défectueux. Cet objectif de processus neutralise facilement l'incertitude des valeurs mesurées due à l'erreur du système de mesure, qui à son tour doit être dans un état stable, car aucune valeur limite ne sera placée aux limites de tolérance.
Des informations sur les valeurs limites sont présentées dans l'article : Le produit répond-il aux spécifications (approbation) et répond-il réellement aux spécifications ? Les produits défectueux sont-ils vraiment défectueux ? .
Vidéo 5. Que faut-il faire pour améliorer les processus ?
Symboles des éléments dans la vidéo : НГД et ВГД - limites de tolérance inférieure et supérieure, respectivement (Eng, LSL et USL) ; m0 - champ de tolérance nominal ; НГП et ВГП - limites naturelles inférieures et supérieures du processus (anglais LNPL et UNPL) ; CL - ligne centrale du processus (moyenne du processus).
Voir description Fonctions de perte de qualité Taguchi , donnant définition opérationnelle qualité de classe mondiale.
"Le concept de 'réglage précis avec un minimum de variance' définit une qualité de classe mondiale depuis trente ans ! Et plus tôt vous ferez de ce principe la règle de votre vie, plus vite vous deviendrez compétitif !"
De nombreuses entreprises ont compris et adopté le concept de qualité de classe mondiale tel que succinctement formalisé par Donald Wheeler, en voici quelques exemples :
Figure 10. Voiture de course Renault F-1.
« Nous avons fini par travailler avec des fluides à très faible viscosité, bien inférieure à tout autre produit utilisé auparavant par l’équipe Renault F1, combinés à une technologie intelligente dans les systèmes d’additifs. En améliorant leur système de roulements avec des tolérances plus strictes, ils ont pu réduire la friction à un niveau permettant au moteur d'aller un peu plus loin et de tourner un peu plus. »
Note!
Pour que Castrol puisse utiliser de la graisse à très faible viscosité, le fabricant de roulements a dû produire des roulements à tolérances inférieures (en raison de la rétention de graisse à très faible viscosité dans le roulement). Cela confirme une fois de plus qu'une innovation significative ne peut être réalisée que grâce à la coopération de toutes les parties impliquées, comme le rappelait constamment Edwards Deming, parlant de la nécessité d'élargir les limites du système pour une meilleure optimisation.
Diagnostiquer les changements réels dans le processus
Vous trouverez ci-dessous un film sur une méthode permettant de diagnostiquer rapidement les changements dans un processus (système), à la fois positifs et négatifs, à l'aide de la carte de contrôle Shewhart.
Vidéo 6. Une méthode pour diagnostiquer rapidement les changements dans un processus à l'aide des cartes de contrôle Shewhart. Les lignes rouges, respectivement, représentent les limites de contrôle supérieure (limite de contrôle supérieure, UCL, ВКГ) et inférieure (limite de contrôle inférieure, LCL, НКГ). Ligne verte - Ligne centrale (CL, ЦЛ) - valeur moyenne.
Voir la description des expériences "entonnoir et cible" Et "perles rouges" - Excellentes démonstrations de la nature de la variation et des pratiques de gestion courantes.