Analyse du nombre de contacts sortants du service commercial et des normes arbitraires imposées par le manager aux vendeurs
Matériel préparé par : Directeur scientifique du Centre AQT Sergueï P. Grigoriev .
Le libre accès aux articles ne diminue en rien la valeur des matériaux qu'ils contiennent.
Dans une entreprise où j'ai travaillé dans le cadre d'une collaboration pilote, le responsable a exprimé son mécontentement quant aux volumes de ventes et l'a associé au nombre de contacts sortants du service commercial avec les clients actuels et potentiels.
"Beaucoup de gens connaissent le contrôle statistique de la qualité dans la production. C'est important, mais la production ne représente qu'une petite partie du système global. Vous pouvez réussir à 100 % dans la production et, à la fin, faire faillite. L'application la plus importante du principes de contrôle de qualité statistique, par lesquels j'entends la connaissance des causes générales et particulières de variation dans la gestion des ressources humaines.
Le fait de ne pas mener à bien le plan de contacts sortants ce jour-là a menacé les employés d'un conflit avec le manager et a démoralisé les deux parties. Il n’était pas question pour les vendeurs d’être fiers de leur travail. Le gérant voulait savoir si de telles démarches auprès des vendeurs constituaient une ingérence dans le fonctionnement d'un processus stable ou une tentative d'éliminer des causes particulières de variations et comment procéder.
Mon manager et moi avons travaillé définition opérationnelle contacts sortants et conformément à cela, les vendeurs ont collecté les données dans des feuilles de contrôle au cours de chaque jour ouvrable pendant 10 semaines consécutives. Nous avons expliqué aux employés pourquoi nous collections des données, ce qui garantissait une fiabilité acceptable des données déclarées.
Pour l'analyse et la recherche analytique, la carte C a été choisie (Figure 1), car les appels sortants sont des événements discrets avec une zone de définition constante d'un jour ouvrable, c'est-à-dire qu'ils sont très probablement basés sur la distribution de Poisson. Nous avons pu vérifier l'exactitude de cette hypothèse bien plus tard, lorsque nous avons construit une carte XmR basée sur ces données, voir la figure 2 ci-dessous. Pourquoi on parle de probabilité de la distribution de Poisson, voir l'article de Donald Wheeler que nous avons traduit : Cartes de contrôle pour les données alternatives (attributs, décomptes) p-chart, np-chart, C-chart et u-chart ou une carte XmR de valeurs individuelles ? .
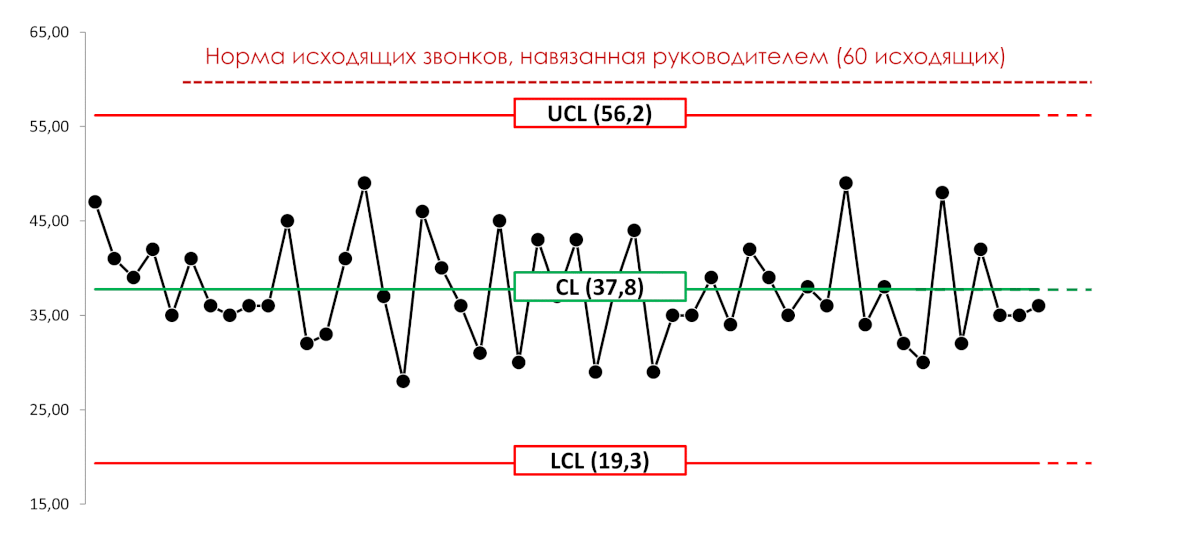
Figure 1. Graphique C d'événement (contacts sortants). Légende : UCL(x) – limite supérieure de contrôle du processus ; CL(x) – moyenne du processus ; LCL(x) – limite inférieure de contrôle du processus ; Axe Y – nombre de contacts sortants ; L'axe X est l'écoulement du temps de travail avec divisions en une journée. Littérature : Pour les règles de construction des cartes de contrôle Shewhart, voir GOST R 50779.42-99 (ISO 8258-91) - [11.1] Méthodes statistiques. Cartes de contrôle Shewhart.
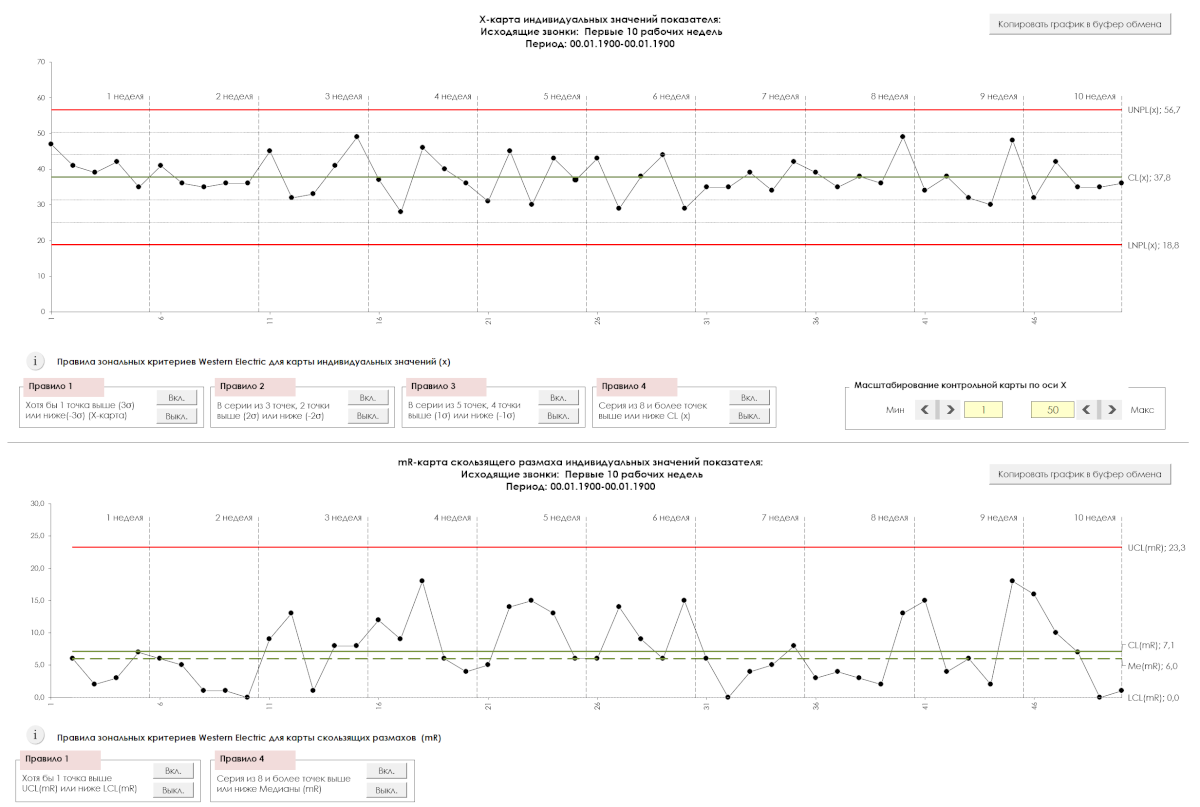
Figure 2. Graphique XmR des valeurs individuelles et des plages mobiles pour les valeurs discrètes des appels sortants quotidiens (calculs par domaine constant) pour les dix premières semaines de travail. Le dessin a été réalisé à l'aide du logiciel que nous avons développé « Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux) » .
La carte C de contrôle (Fig. 1) a montré que le processus de « production » de contacts sortants pendant tous les jours ouvrables de 10 semaines consécutives était dans un état statistiquement contrôlé (il n'y a aucun point au-delà des limites de contrôle avec une moyenne de 38 et limites de contrôle supérieure et inférieure : respectivement 56 et 19 contacts sortants par jour.
Un état statistiquement contrôlé indique que les vendeurs font tout ce qui est en leur pouvoir, et la variabilité identifiée du nombre de contacts sortants est entièrement due au système lui-même (raisons générales), dont la conception relève de la responsabilité du gestionnaire lui-même. L'état statistiquement contrôlé d'un processus permet de prédire son comportement dans le futur s'il ne devient pas incontrôlable (les cartes de contrôle le montreront immédiatement) ou si le système de processus lui-même n'est pas modifié de manière significative par la direction.
"Un phénomène devrait être qualifié de contrôlable lorsque, en utilisant l'expérience passée, nous pouvons prédire, au moins dans certaines limites, quelles variations on peut en attendre dans le futur."
Les tentatives du manager pour traiter chaque cas de faible nombre de contacts sortants qui attirent son attention constituent une interférence dans le fonctionnement d'un système stable et ne font qu'aggraver la situation.
Attention : toute interférence dans un processus qui est dans un état statistiquement contrôlé est inacceptable sous la forme d'influences compensatoires (réactives) externes supplémentaires sur ses participants en fonction des résultats ponctuels du paramètre évalué, par exemple, punir le « pire », récompenser le « meilleur », l'attribution de « labels » aux employés, le classement du personnel en fonction des résultats, l'obligation de remplir les indicateurs prévus au-delà des capacités d'un système stable, etc. Dans tous les cas, une telle intervention augmentera la variabilité des indicateurs au point de sortir le processus d'un état statistiquement contrôlé, concentrera l'attention des participants au processus sur les résultats individuels du paramètre évalué, la compétition interne, et non sur le travail en équipe selon les objectifs de l'entreprise en tant que système. Voir une explication de la réaction d'un processus stable à toute interférence dans son fonctionnement dans l'expérience d'Edwards Deming Entonnoir et cible , ainsi qu'un peu sur les paradigmes des managers en termes de motivation du personnel dans l'article : Système de motivation du personnel .
Sans modifications du système lui-même, dans lequel se déroule un processus de « production » de contacts sortants, cela n'a aucun sens d'attendre d'autres indicateurs de la part des vendeurs. Bien entendu, nous ne prenons pas en compte des méthodes telles que la falsification des données pour atteindre les normes prévues ; ou augmenter le nombre de contacts sortants en raison d'autres travaux tout aussi importants provoqués par le même système ; ou en embauchant en plus de nouveaux vendeurs (augmentant les coûts de l'entreprise).
"Un objectif inaccessible entraîne frustration et démoralisation. En d'autres termes, il doit y avoir un moyen d'atteindre l'objectif. Mais quoi exactement ? Lorsqu'une entreprise confie à une personne la responsabilité d'un objectif, elle doit lui donner les ressources pour l'atteindre. "
Dans ma pratique, j'ai rencontré un cas de gestion par objectifs sous la forme d'un plan de système stable qui dépasse de 10 Sigma la limite supérieure de contrôle naturel du processus.
Le gérant n'était pas satisfait de cet état de fait et proposait d'analyser les prochaines semaines de travail. Étant donné qu'au cours des 10 semaines précédentes, le nombre de contacts sortants a démontré avec confiance un état statistiquement contrôlé, nous avons étendu les limites de contrôle dans le futur pour les 10 prochaines semaines, prédisant les mêmes résultats. Nous avons cartographié le futur plan de contacts sortants imposé par le manager (Fig. 3).
Figure 3. Carte C. Légende : UCL(x) – limite supérieure de contrôle prévue du procédé, CL(x) – moyenne du procédé, LCL(x) – limite inférieure de contrôle du procédé ; Axe Y – nombre de contacts sortants ; L'axe X représente l'écoulement du temps de travail avec des divisions d'une journée.
La carte de contrôle des 10 semaines suivantes a montré que le processus était dans un état statistiquement contrôlé et que le nombre de contacts sortants n'a jamais dépassé la limite de contrôle par rapport au plan imposé par la direction (Fig. 4).
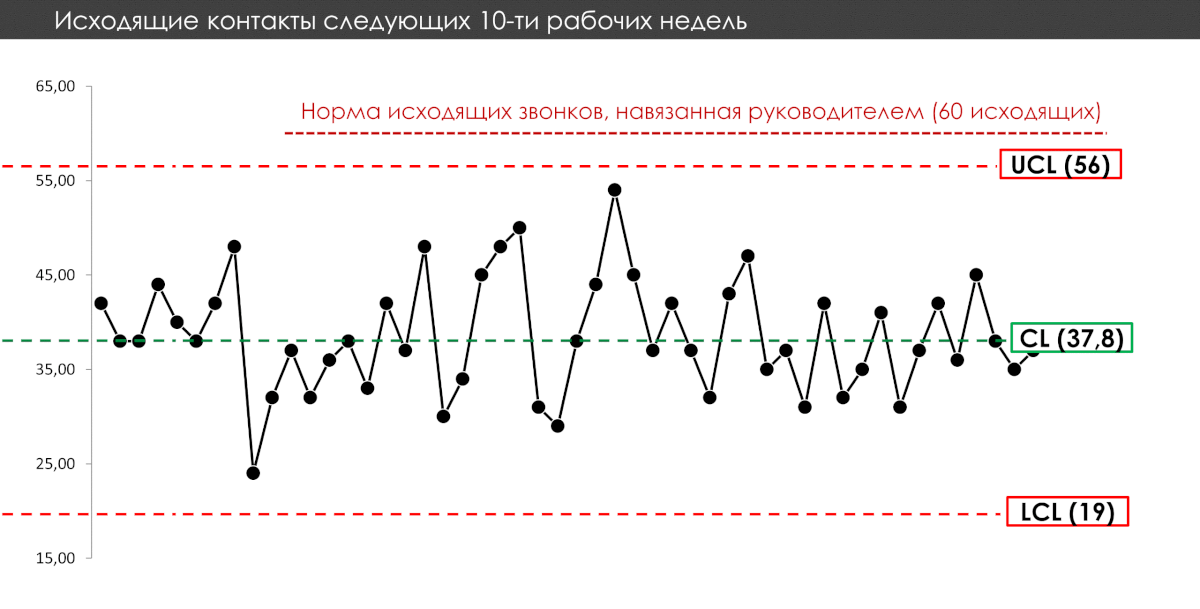
Figure 4. Carte C. Légende : UCL(x) – limite supérieure de contrôle prévue du procédé, CL(x) – moyenne du procédé, LCL(x) – limite inférieure de contrôle du procédé ; Axe Y – nombre de contacts sortants ; L'axe X représente l'écoulement du temps de travail avec des divisions d'une journée.
En discutant avec des vendeurs, j'ai constaté qu'ils n'étaient pas en mesure de passer davantage d'appels en raison des autres tâches qu'ils devaient effectuer pendant la journée de travail. Ils doivent trouver un équilibre entre tout le travail qui leur est confié.
J'ai recommandé au manager d'éliminer les plans (normes) arbitraires imposés sous la forme du nombre de contacts sortants (un objectif sans méthodes pour l'atteindre est inutile et nuisible), d'arrêter les interférences réactives dans le processus et de commencer à optimiser l'interaction de tous les composants de le système en fonction de ses objectifs, et ne pas essayer de sous-optimiser un quelconque indicateur (c'est sa responsabilité directe). Dans son cas, seule la modification du système lui-même en utilisant les méthodes proposées par Edwards Deming, en donnant à la direction la liberté d'être créative dans sa mise en œuvre, peut aider les vendeurs à réaliser de grosses ventes. J'insiste délibérément sur le terme « ventes » plutôt que sur « contacts sortants ». Après tout, c'est l'augmentation des ventes qui intéresse le manager et qui constitue l'objectif du système dans son ensemble.
Pour améliorer le système dans L'expérience d'Edwards Deming avec des perles rouges , il suffisait de modifier leur contenu dans les matières premières entrantes - un mélange de perles rouges et blanches.
Améliorez continuellement les performances de plusieurs entrées de processus en minimisant la variabilité et en ajustant la moyenne pour optimiser l'ensemble du système à l'aide des outils critiques des cartes de contrôle Shewhart et des méthodes Edwards Deming.
« Les espoirs sans méthode pour les mettre en œuvre resteront des espoirs. Les Quatorze Points de Gestion et l’élimination des maladies mortelles et des obstacles fournissent une telle méthode.
Et lorsque des changements seront apportés, pour évaluer leur efficacité, il suffira d'analyser l'évolution du processus par rapport aux limites de contrôle construites avant les changements et étendues dans le futur. Si la carte de contrôle révèle la sortie d'un processus d'un état statistiquement stable précédent et la transition vers un nouvel état stable, cela indiquera le degré et la qualité (amélioration ou détérioration) des modifications apportées au système. Sinon, vos actions étaient inutiles pour l'indicateur analysé.
Plus tard, à l'aide de notre logiciel, nous avons construit une carte XmR de contrôle pour les 20 semaines en utilisant la fonction de fixation des limites de contrôle calculées de la première à la dixième semaine incluse, voir Figure 5. Bien que cela n'ait pas modifié les conclusions sur les capacités du système et le caractère déraisonnable des exigences excessives de la direction en matière de processus, il a été possible de continuer à examiner le processus de plus près.
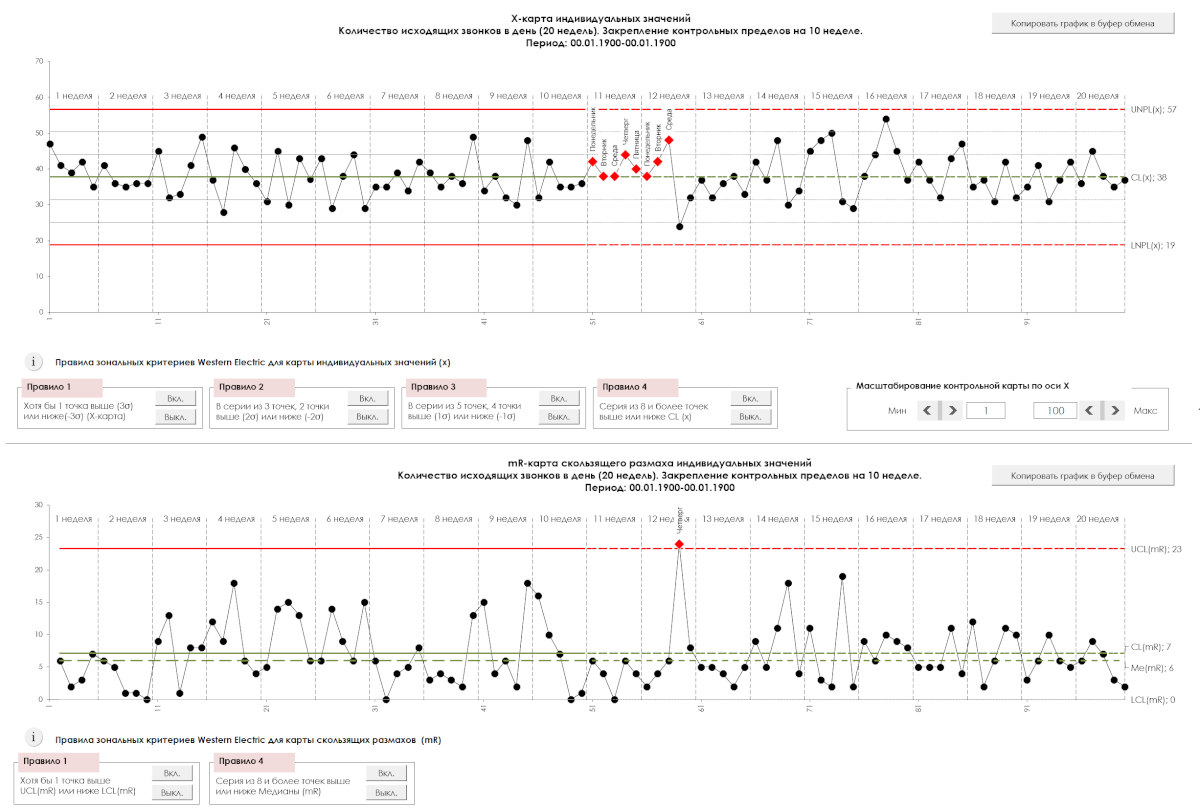
Figure 5. Graphique XmR des valeurs individuelles et des plages mobiles pour les valeurs discrètes des appels sortants quotidiens (calculs pour une zone de définition constante) avec limites de contrôle, ligne centrale et ligne médiane Me(mR) fixes pour les dix premiers jours de travail semaines. Le dessin a été réalisé à l'aide du logiciel que nous avons développé « Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux) » .
L'application des quatre règles de critères zonaux de Western Electric à la carte X (graphique du haut) a révélé un léger décalage dans la série de huit points tout au long de la onzième et d'une partie de la douzième semaine au-dessus du processus moyen ancré au cours des dix premières semaines. Lorsqu'un processus présente un état proche d'un degré raisonnable de stabilité statistique, il convient de prêter attention à un tel déplacement dans la série de points et de déterminer les causes particulières qui l'ont provoqué.
L’application des règles 1 et 2 des critères de zone de Western Electric au graphique mR (graphique du bas) a révélé une cause spécifique survenue entre le mercredi et le jeudi de la douzième semaine. Il fallait traiter cette raison particulière en utilisant des « pistes fraîches ».
Si nous avions construit non pas une carte C, mais une carte XmR de valeurs individuelles, nous aurions prêté attention aux signes de présence de causes particulières qui ont ensuite été identifiées et les étudierions certainement. Pourquoi il est préférable de construire immédiatement un graphique XmR pour toutes valeurs et actions discrètes, voir l'article de Donald Wheeler que nous avons traduit, le lien vers lequel nous avons déjà donné ci-dessus : Cartes de contrôle pour les données alternatives (attributs, décomptes) p-chart, np-chart, C-chart et u-chart ou une carte XmR de valeurs individuelles ? .
Chez PQ Systems, nous utilisons des cartes de contrôle Shewhart dans nos systèmes de vente, d'assistance, de comptabilité et autres. En suivant le nombre d'appels sortants et entrants, la durée des appels, le nombre de contacts dans chaque période et d'autres entrées, avec les cartes de contrôle Shewhart, nous pouvons suivre les tendances et définir des attentes réalistes pour les individus et le service dans son ensemble.
Vous ne trouverez pas un seul comptable dans notre entreprise présentant le bénéfice net ce mois-ci par rapport au mois dernier. Au lieu de cela, le revenu net du mois de déclaration est affiché sur la carte de contrôle Shewhart avec les 24 ou 36 mois précédents.
L’un des principaux avantages des cartes de contrôle est que la subjectivité est minimisée et que les décisions sont prises sur la base des données collectées. La voix du processus vous dit ce qui se passe. Lorsque des modifications sont apportées à un système pour l'améliorer, la carte de contrôle Shewhart vous montrera comment le processus se comporte après la modification afin que vous puissiez déterminer l'effet résultant.
Regardez un film sur la méthode permettant de diagnostiquer rapidement les changements dans un processus (système), à la fois positifs et négatifs, à l'aide de la carte de contrôle Shewhart.
Vidéo 1. Une méthode pour diagnostiquer rapidement les changements dans un processus (système).
Comment évaluer raisonnablement la performance d'employés individuels sur un paramètre sélectionné, sur une période statistiquement significative, voir la solution ouverte : Utilisation erronée des KPI dans le système de motivation du personnel .