Analyse des systèmes de mesure : erreur ; biais; augmentation effective ; Évaluation du processus de mesure (EMP)
![Bouton [Analyse du système de mesure]](https://advanced-quality-tools.ru/images/buttons/Measurement_system-15.png)
Système de mesure , c'est le résultat de l'interaction de l'instrument de mesure utilisé, de la méthode de mesure, de l'environnement et de l'opérateur spécifique effectuant la mesure.
Une erreur de mesure aléatoire se produit en raison de facteurs imprévisibles et son ampleur et sa direction peuvent différer d'une mesure à l'autre.
L’erreur de mesure systématique (biais) est une erreur qui se produit chaque fois qu’une mesure est effectuée et qui est toujours biaisée dans la même direction.
« Un système de mesure ne peut être considéré, dans aucun sens logique, comme mesurant quoi que ce soit tant qu'il n'a pas atteint un état de contrôle statistique. »
Estimation des erreurs d'un système de mesure stable
"Vous ne pouvez pas utiliser des mesures pour confirmer qu'un produit respecte une tolérance tant que la tolérance spécifiée ne dépasse pas 5 ou 6 erreurs probables du système de mesure (0,675 * σ système de mesure )".
Quand avez-vous besoin de connaître et de prendre en compte l’erreur dans vos systèmes de mesure ?
- Si vous mesurez quelque chose pour contrôler les tailles et les calculs.
- Si vous devez classer des produits par rapport aux limites de tolérance, vous devrez tenir compte de l'incertitude associée à l'erreur de votre système de mesure (σ système de mesure ), du moins en raison de la possibilité de conséquences financières et juridiques en cas de refus justifié des consommateurs de refuser vos livraisons.
« Erreur probable (0,675 * σ système de mesure ) caractérise la variation qui ne peut être attribuée qu'au processus de mesure. Pour obtenir cette valeur, il est nécessaire d'obtenir des données permettant d'isoler l'erreur de mesure des autres sources de variation. Un moyen simple d’y parvenir consiste à effectuer des mesures parallèles sur le même échantillon, en utilisant les mêmes méthodes, avec le même instrument et avec le même opérateur.
Estimation de l'erreur du système de mesure (σ système de mesure ) en utilisant une norme
Lorsque vous disposez d'une évaluation d'erreur standard (référence) connue et compensations (voir ci-dessous) Le système de mesure n’est pas particulièrement difficile. Pour ce faire, vous devez effectuer au moins 25 mesures répétées (test-retest) de l'étalon et tracer les valeurs obtenues sur la carte de contrôle XmR des valeurs individuelles et des plages mobiles. Si la carte de contrôle démontre un état statistiquement stable (stabilité), la valeur résultante d'un sigma (σ) sera l'erreur de votre système de mesure. Obtenu sur la base de (σ système de mesure ) du système de mesure, l'erreur probable du système de mesure, égale à (0,675 * σ système de mesure ) doit être utilisé pour sélectionner incrément effectif lors de l'enregistrement des mesures individuelles obtenues à l'aide de ce système de mesure et du calcul tolérances de production serrées . Dans le cas contraire, si la carte de contrôle XmR démontre un état statistiquement instable, votre système de mesure ressemble davantage à une « règle en caoutchouc » (D. Wheeler) et il ne faut pas se fier aux valeursobtenues à l’aide de celle-ci. Trouver les raisons particulières qui rendent le système de mesure instable et les éliminer ; sinon, arrêtez d'utiliser le système de mesure.

Figure 1. Vingt-cinq valeurs de mesures répétées (test-retest) de la référence sont tracées sur un graphique de référence XmR de valeurs individuelles et de plages mobiles. Le système de mesure a confirmé un état statistiquement stable.
Estimation de l'erreur du système de mesure (σ système de mesure ) sans norme
Si vous n'avez pas de norme, vous pouvez utiliser 25 mesures test-retest répétées du même échantillon et les tracer sur une carte de contrôle XmR de valeurs individuelles et de plages mobiles. Si la carte de contrôle XmR démontre un état statistiquement stable de votre système de mesure, vous pouvez utiliser la moyenne de tous les tests test-retest comme « meilleure valeur » de l'échantillon mesuré, et le sigma d'un tel processus comme l'erreur du système de mesure. Mais pour mesurer compensations (voir ci-dessous) Le système de mesure nécessitera, si possible, un équipement de mesure plus précis pour effectuer 25 mesures test-retest répétées de votre échantillon, et si les données obtenues démontrent un état statistiquement stable, la valeur moyenne résultante de ces mesures peut être prise comme valeur de référence. et le biais peut en être estimé.
Estimation de l'erreur du système de mesure (σ système de mesure ) pour les tests destructifs.
Dans ce cas, vous devrez utiliser la carte de contrôle XbarR des moyennes et des plages de sous-groupes pour mesurer des paires d'échantillons aussi similaires que possible les unes aux autres, en combinant les mesures de ces échantillons en un seul sous-groupe (n=2). La valeur Sigma (σ) calculée des valeurs individuelles (et non la valeur Sigma des moyennes des sous-groupes) démontrera alors l'erreur de votre système de mesure lors de la mesure d'échantillons uniques du flux de produits. Dans notre logiciel, lors de la construction d'un graphique XbarR des moyennes et des plages de sous-groupes, le sigma calculé des valeurs individuelles est affiché sous les graphiques de la carte de contrôle.
"Dans le cas d'essais destructifs, lorsqu'il est impossible d'homogénéiser les échantillons à l'avance, il est nécessaire de sélectionner des paires d'échantillons aussi similaires que possible les unes aux autres, de tester ces paires et d'évaluer les différences entre ces mesures appariées."
Dans la figure (2) ci-dessous, nous montrons un exemple de construction d'un graphique moyen XbarR pour déterminer la stabilité et l'erreur d'un système de mesure (MS) pour les tests destructifs. De plus, la carte de contrôle moyenne Xbar démontre l'utilité relative du système de mesure pour évaluer le processus à partir duquel des échantillons appariés sont prélevés, au moins sur une période de temps égale à celle pendant laquelle les échantillons d'essai destructifs ont été prélevés. Les limites de contrôle sur la carte Xbar indiquent l'ampleur des variations qui ne peuvent être attribuées qu'à une erreur de mesure. Pour une explication de ce dernier, consultez l'article de Donald Wheeler : Évaluation du processus de mesure (EMP).

Figure 2. Quarante valeurs de mesures destructives d'échantillons sont combinées en 20 sous-groupes de taille n=2 pour localiser l'erreur de mesure entre deux échantillons similaires. Le système de mesure a confirmé la stabilité de l'erreur dans la R-map des gammes de sous-groupes tout en démontrant l'incapacité de ce système de mesure à suivre les variations du processus à partir duquel les échantillons ont été prélevés pour les essais destructifs (seuls 3 points sur 20 étaient supérieurs à la limites de contrôle sur la carte Xbar). Dans ce cas, plus il y a de points sur cette carte X des moyennes de sous-groupes qui se situent en dehors des limites de contrôle, meilleur est le système de mesure.
Vérification du déplacement du système de mesure détecté par la carte de contrôle Shewhart
La fonction de vérification du déplacement détecté par la carte de contrôle du système de mesure, qui est dans un état statistiquement contrôlé, indique quand il vaut vraiment la peine de penser à son réglage. Et la méthodologie de détection du déplacement du système de mesure est définition opérationnelle ce déplacement.
Mais si vous devez trier les produits par rapport aux limites de tolérance réussite/échec à l'aide d'un système de mesure biaisé, et que des systèmes totalement impartiaux n'existent pas dans le monde réel, vous pouvez utiliser la fonction de travail avec la production a réduit et modifié les tolérances pour obtenir une tolérance de décalage compensatoire pour la valeur de décalage du système de mesure dans un état statistiquement stable.
N'oubliez pas de coordonner le décalage et l'erreur des systèmes de mesure de votre entreprise, qui sont utilisés pour effectuer l'inspection et la vérification à l'arrivée des produits expédiés, avec ces propriétés des systèmes de mesure de vos fournisseurs et consommateurs. Encore une fois, ces paramètres n'ont de sens que pour les systèmes de mesure qui se trouvent dans un état statistiquement contrôlé (état stable).
Le biais d'un système de mesure est défini comme la différence entre la valeur moyenne [CL(x)] de 25-30 mesures test-retest d'un même étalon (étalon) et la valeur de cet étalon, à condition que le système de mesure évalué est statistiquement robuste.
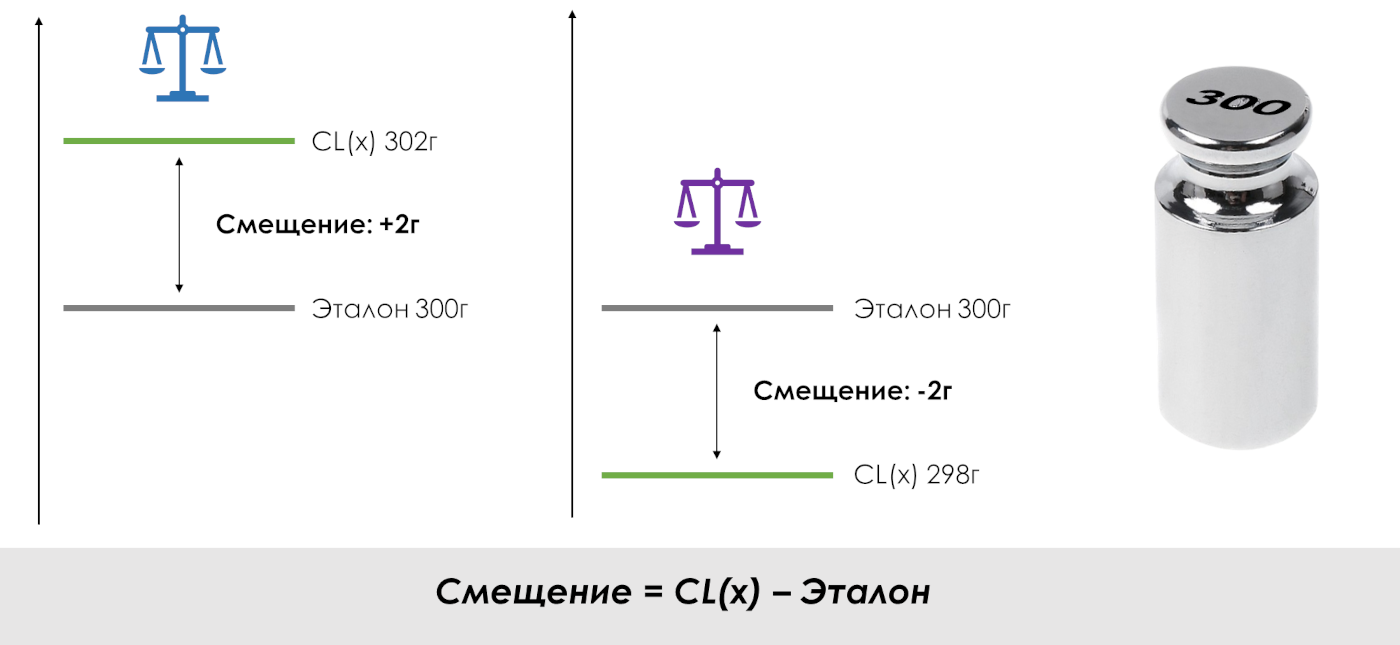
Riz. 3. Quel est le décalage du système de mesure.
Vous trouverez ci-dessous des captures d'écran de l'écran utilisant la fonction logicielle pour déterminer le décalage du système de mesure détecté par la carte de contrôle Shewhart.

Figure 4. Bouton permettant d'accéder au panneau de commande d'évaluation du système de mesure (MS). Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".

Figure 5. Panneau de commande pour les fonctions d'évaluation du système de mesure. Le bouton permettant d'accéder au panneau de commande d'estimation du déplacement du système de mesure (MS) est mis en surbrillance. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".
« Un moyen simple de vérifier graphiquement l'importance d'un décalage du système de mesure consiste à déplacer la ligne centrale et les limites de contrôle du graphique XmR des valeurs individuelles afin que la ligne centrale soit à la valeur de la norme (référence) utilisée dans tests test-retest (mesures multiples du même et du même étalon). Si le déplacement de la ligne centrale (CL) et des limites de contrôle (UNPL, LNPL) par rapport à une série de données n'entraîne pas de signaux (points rouges) en dehors de ces limites et de toute longue série au-dessus ou en dessous de la ligne centrale, ou tout autre signal, alors il n’y a aucun décalage détectable dans le système de mesure.

Figure 6. Panneau de commande pour l’estimation du déplacement du système de mesure. Un diagramme XmR de contrôle des valeurs individuelles a été construit sur la base des données de test test-retest du système de mesure. Le bouton permettant de lancer l'évaluation de la détectabilité du déplacement du système de mesure (MS) est mis en surbrillance et le champ [Valeur de l'étalon utilisé] est renseigné. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".

Figure 7. Panneau de commande pour l’estimation du déplacement du système de mesure. Le résultat de la détection du déplacement du système de mesure est que le déplacement est détecté. Logiciel Shewhart cartes de contrôle PRO-Analyst +AI.
Dans la figure 7 (ci-dessus), le contrôle a détecté un déplacement significatif du système de mesure sous forme de signaux (points rouges) après que la ligne médiane a été déplacée vers la valeur de l'étalon mesuré et que les limites de contrôle ont été décalées parallèlement à la ligne médiane. . Le graphique de la série de données reste en place.
Vous trouverez ci-dessous un autre cas où la carte de contrôle n'a détecté aucun désalignement significatif du système de mesure.

Figure 8. Panneau de commande pour l’estimation du déplacement du système de mesure. Carte de contrôle initiale avant un test de détection de décalage d'un système de mesure pour un autre système de mesure. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".

Figure 9. Panneau de commande pour l’estimation du déplacement du système de mesure. Le résultat de la détection d'un déplacement du système de mesure est qu'aucun déplacement n'a été détecté. Logiciel Shewhart cartes de contrôle PRO-Analyst +AI.
Chaque opérateur de machine qui mesure une pièce lors de sa fabrication fait partie de son propre système de mesure, qui possède ses propres incertitudes (erreurs), biais et qui peut être dans un état statistiquement contrôlé (stable) ou incontrôlé (imprévisible). Le système de mesure des contrôleurs est un autre système de mesure avec ses propres erreurs, biais et état statistique. Lorsque l'opérateur soumet son produit à l'inspection, il détermine sa conformité aux tolérances grâce à son système de mesure unique, et l'inspecteur effectue cette vérification grâce à son système de mesure. Le personnel de fabrication peut donner de nombreux exemples où cela conduit à des désaccords, lorsque la même dimension de contrôle, tombant dans les zones de limites de tolérance, peut être déterminée par l'opérateur comme étant dans la tolérance et par l'inspecteur comme hors tolérance.
La stabilité des systèmes de mesure et leur cohérence doivent être évaluées avant de surveiller tout processus de production.
Détermination de l'incrément effectif (incrément) du système de mesure
« L'étape efficace d'enregistrement des valeurs de mesure (incrément minimum, incrément) est comprise dans la plage de valeurs de 0,2 à 2 erreurs probables (erreur probable) du système de mesure. L'erreur probable du système de mesure, à son tour, est définie comme (0,675 * σ système de mesure ) système de mesure stable. Sinon, en utilisant un pas de mesure inférieur à 0,2 erreur probable, nous enregistrerons du bruit, et en enregistrant avec un pas de plus de deux erreurs probables, nous perdrons des informations importantes pour l'analyse, en recevant des unités de mesure inadéquates.

Figure 10. Le bouton permettant d'accéder au panneau de détermination de l'incrément effectif du système de mesure est mis en surbrillance. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".
Dans la figure (11) ci-dessous, le champ sigma [σ] du système de mesure stable est rempli par défaut avec la valeur [σ] provenant de la fonction de décalage du système de mesure décrite ci-dessus et peut être saisie par l'utilisateur. Le champ [[σ * 0,675] erreur IS probable] est calculé automatiquement lorsque vous cliquez sur le bouton [Recalculer].

Figure 11. Panneau de détermination de l'incrément effectif du système de mesure. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".
L'utilisateur doit sélectionner des valeurs pratiques pour l'incrément de mesure effectif dans le champ de cette zone, après quoi le graphique affichera l'étiquette [violette] la plus longue pour cette valeur. La commodité de la valeur d'incrément effective est déterminée par la simplicité d'arrondi des valeurs des paramètres contrôlés mesurés à l'aide de ce système de mesure.
Veuillez noter que la valeur saisie pour l'incrément effectif sélectionné par l'utilisateur doit se situer dans la plage de valeurs comprise entre les marques [rouges] des limites supérieure et inférieure de l'incrément de mesure effectif et aussi proche que possible de la marque [verte] de l'erreur probable (erreur probable) du système de mesure.
Une fois que l'utilisateur a entré la valeur sélectionnée de l'incrément effectif du système de mesure et cliqué sur le bouton [Recalculer], la valeur sélectionnée est affichée sur le graphique avec une marque [lilas] et l'axe [IC Increment Scale] sera automatiquement mis à l’échelle si nécessaire pour une meilleure visualisation.
![L'utilisateur a sélectionné la valeur de l'incrément effectif du système de mesure [0,5]. Cartes de contrôle Shewhart PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-10.png)
Figure 12. L'utilisateur a sélectionné la valeur de l'incrément effectif du système de mesure [0,5]. Panneau pour déterminer l'incrément effectif du système de mesure. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".
![L'utilisateur a sélectionné la valeur de l'incrément effectif du système de mesure [1.0]. Cartes de contrôle Shewhart PRO-Analyst +AI](https://advanced-quality-tools.ru/images/articles/scc-python-measuring-system-increment-11.png)
Figure 13. L'utilisateur a sélectionné la valeur de l'incrément effectif du système de mesure [1,0]. Panneau pour déterminer l'incrément effectif du système de mesure. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)".
Plus l'incrément du système de mesure choisi par l'analyste dans la plage spécifiée par D. Wheeler est proche de la valeur de l'erreur probable (erreur probable), plus son efficacité est élevée. Une limitation naturelle de ce processus est la facilité d’enregistrement des valeurs de mesure. Ainsi, parmi les deux figures 12 et 13, la meilleure valeur de l'incrément du système de mesure est affichée sur la figure 12, égale à [0,5].
L'incrément effectif sélectionné (conformément à la règle spécifiée) doit être utilisé lors de la détermination de la précision des valeurs d'enregistrement obtenues à l'aide du système de mesure analysé, comme son incrément.
Le résultat du choix d'un incrément effectif peut être enregistré par l'utilisateur sous forme graphique (vecteur et raster) en haute résolution, voir ci-dessous.

Figure 14. Le bouton permettant d'accéder au panneau de contrôle pour enregistrer le graphique actuel dans un format graphique (raster ou vectoriel) a été ajouté.

Figure 15. Le panneau de contrôle permettant d'enregistrer le graphique actuel au format graphique est ouvert. Voir la description détaillée Fonctions d'exportation de graphiques aux formats vectoriels et raster .
Si votre équipe souhaite améliorer la qualité de sa production, veillez à examiner les enregistrements. unités de mesure pour l'adéquation à des fins d'amélioration à l'aide des cartes de contrôle Shewhart avant même le début des tests des produits manufacturés.
Évaluation du processus de mesure (EMP). Parallélisme, position, cohérence.
Le but de cette fonction spéciale de regroupement de données est décrit en détail dans l'article de Donald Wheeler : Évaluation du processus de mesure (EMP).

Figure 16. Le bouton permettant d'accéder au panneau de commande d'évaluation du processus de mesure (EMP) est mis en surbrillance.
Après avoir construit une carte de contrôle XbarR pour l'analyse d'un processus de mesure (EMP), des groupes de boutons interactifs (parallélisme, position, cohérence) sont affichés dans la zone entre les graphiques si le nombre d'opérateurs sur une carte de contrôle ne dépasse pas six. En cliquant sur le bouton gauche de la souris, ils changent d'état.
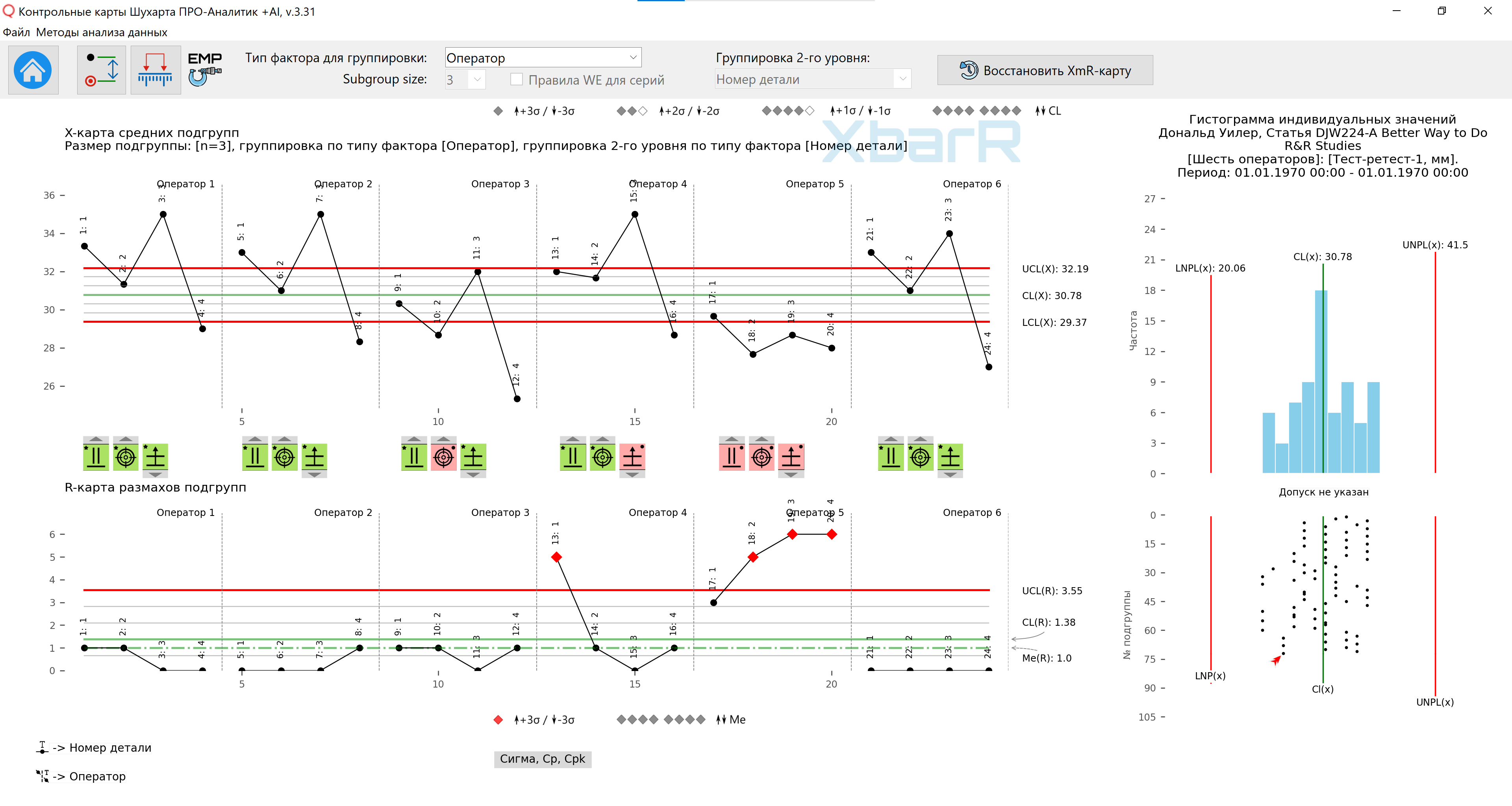
Figure 17. Regroupement des données en sous-groupes rationnels pour l'évaluation du processus de mesure (EMP) pour six opérateurs.

Figure 18. Regroupement des données en sous-groupes rationnels pour l'évaluation du processus de mesure (EMP) pour quatre opérateurs.