Histogramme de distribution des valeurs individuelles, limites de contrôle, tolérance de rétrécissement du client et de la production et nuage de points (stratification des données), poches d'histogramme.

L'histogramme affiche les distributions des valeurs individuelles, à la fois pour les cartes XmR de contrôle des valeurs individuelles et pour les cartes XbarR des sous-groupes de moyenne et de plage avec les limites de contrôle de processus UNPL(x), CL(x), LNPL(x) et limites de tolérance établies (cahier des charges).
![Bouton [Mise à jour automatique des graphiques avec les cartes de contrôle Shewhart]](https://advanced-quality-tools.ru/images/buttons/sqlite_autoplay.png)
Cette fonction est incluse dans la liste des paramètres enregistrés dans les propriétés du graphique lorsqu'elle est enregistrée dans la liste pour mises à jour automatiques des graphiques avec un délai d'attente sélectionné ou pour les ouvrir rapidement avec des données mises à jour.
L'histogramme de la distribution des valeurs individuelles est complété par un diagramme de points, qui révèle des informations sur le processus masquées par l'histogramme. Vous pouvez en savoir plus sur les avantages d’une telle visualisation de données grâce à la solution ouverte : L’analyse des histogrammes de distribution est-elle suffisante ? Commencez par construire des cartes de contrôle Shewhart .

Figure 1. Une info-bulle s'affiche lorsque vous passez la souris sur le bouton pour accéder au panneau de commande pour les tolérances de processus et les objectifs sur les graphiques. Logiciel "Cartes de contrôle Shewhart PRO-Analyst +AI (pour Windows, Mac, Linux)". flèche rouge ♠ sur un nuage de points indique le dernier point de la série chronologique.

Figure 2. Panneau de contrôle d'accès client (objectifs du processus). Une info-bulle s'affiche lorsque vous passez la souris sur le nom abrégé [IOP (USL)]. Logiciel Shewhart cartes de contrôle PRO-Analyst +AI.
Légende : UNPL(x) - Limite supérieure du processus naturel / Limite supérieure du processus naturel ; CL(x) - Ligne centrale / Ligne centrale (moyenne du processus) ; LNPL(x) - Limite inférieure du processus naturel / Limite inférieure du processus naturel ; LSL(x) - Limite de spécification inférieure ; NSL(x) – Ligne de spécification nominale ; USL(x) - Limite de spécification supérieure ; UCL(mR) - Limite de contrôle supérieure (mR) / Limite de contrôle supérieure des plages de déplacement CL(mR) - Ligne centrale (mR) / Ligne centrale des plages de déplacement (moyenne mR) ; Me(mR) - Ligne Médiane(mR) / Ligne de la médiane des plages de déplacement
Limites du champ de tolérance client (régulier)
La fonctionnalité Limites de tolérance client, affichée sous forme de lignes pointillées dans l'histogramme et les nuages de points, vous permet de démontrer les conditions de tolérance ou les objectifs du processus :
- Pas installé.
- Installé (symétrique - nominal au centre du champ de tolérance).
- Installé (asymétrique - la valeur nominale est décalée du centre du champ de tolérance).
- Définir (unilatéral – limites de tolérance inférieures ou supérieures uniquement).
- L'objectif du processus est fixé - uniquement la moyenne cible (nominale).
- Établi (unilatéral - uniquement la limite de tolérance inférieure ou supérieure avec la valeur établie) - un cas rare.

Figure 3. Tolérance non spécifiée. Logiciel Shewhart cartes de contrôle PRO-Analyst + AI.

Figure 4. Jeu de tolérances (symétrique - nominal au centre du champ de tolérance).

Figure 5. La tolérance est définie (asymétrique - la valeur est décalée du centre du champ de tolérance).

Figure 6. Jeu de tolérances (unilatéral – limite de tolérance inférieure uniquement).

Figure 7. Jeu de tolérances (unilatéral - uniquement limite de tolérance supérieure).

Figure 8. L'objectif du processus est défini - uniquement la moyenne cible (nominale). Possibilité de définir un plan ou une norme.

Figure 9. L'objectif du processus a été établi - la moyenne cible (nominale) et la limite inférieure de tolérance (cas rare).

Figure 10. L'objectif du processus a été établi - la moyenne cible (nominale) et la limite supérieure de tolérance (cas rare).
Limites du champ de tolérance de production (tolérances d'acceptation, rétrécies et décalées), prenant en compte l'erreur et le déplacement du système de mesure
Une fonctionnalité unique exigée par les praticiens de la qualité et qui n'est disponible auprès d'aucun fournisseur de logiciels de gestion de la qualité.
Si vous devez classer les produits avant expédition par rapport aux limites de tolérance du client, vous devez tenir compte de l'incertitude introduite par l'erreur et le biais dans votre système de mesure pour les produits limites aux limites inférieure et supérieure de cette tolérance.
Ainsi, si votre système de mesure est dans un état statistiquement stable (évalué à l'aide d'une carte XmR de 25 à 30 mesures test-retest du même standard (référence)), alors le graphique montre un histogramme de valeurs individuelles au lieu des limites. et la tolérance client nominale (USL(x), NSL(x) LSL(x)), les limites de la tolérance de production (acceptation, rétrécie) peuvent être affichées, obtenues en tenant compte de l'erreur et du biais du système de mesure pour l'utilisateur- probabilités minimales sélectionnées (85%, 96%, 99% et 99, 9%) de conformité avec la tolérance du client pour les produits triés pour l'expédition. Cette fonction est utilisée lors de la division des produits en bons et mauvais, en tenant compte du rétrécissement correspondant des limites établies de la tolérance client d'une à quatre erreurs probables (erreur probable) du système de mesure (système de mesure 0,675 σ) de chaque côté et un décalage du champ de tolérance d'acceptation de la valeur du décalage des systèmes de mesure.

Riz. 11. Une info-bulle s'affiche lorsque vous passez la souris sur le bouton [Définir la tolérance restreinte de production] pour accéder au panneau de commande de tolérance de restriction et de décalage de production. L'histogramme de distribution et le nuage de points affichent la tolérance client (LSL, NSL, USL), avant d'appliquer le champ de tolérance de fabrication rétréci et décalé.
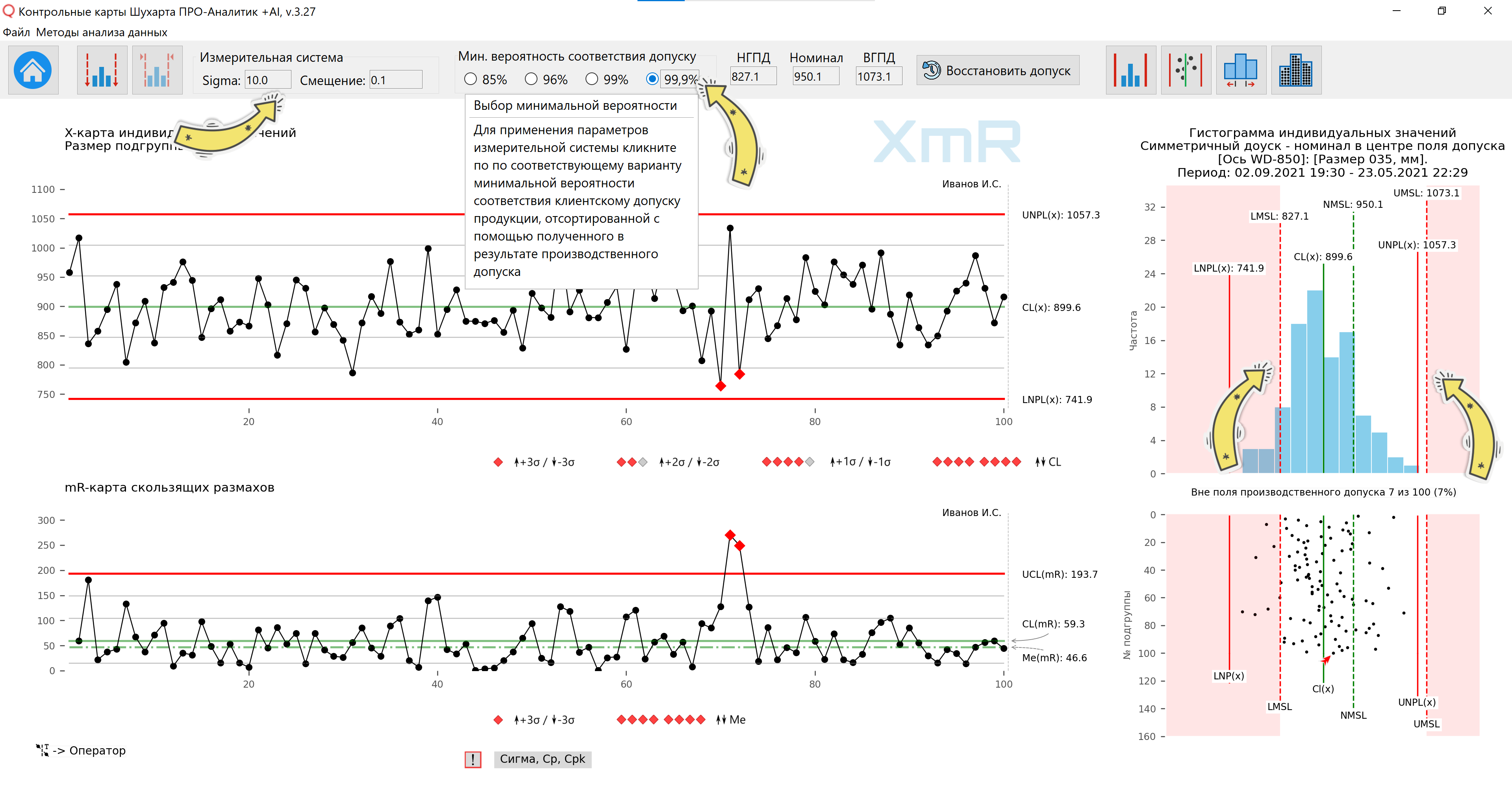
Riz. 12. L'histogramme de distribution et le nuage de points affichent un champ de tolérance de production rétréci et décalé, en tenant compte de l'erreur (σ) et du biais du système de mesure. La probabilité minimale (99,9%) de respect de la tolérance client des pièces rejetées par rapport à la tolérance rétrécie de production des pièces a été retenue (rétrécissement de chaque côté de 4 (quatre) erreurs probables du système de mesure). Une info-bulle s'affiche lorsque vous passez la souris sur la valeur de probabilité minimale.
Légende de la figure : LMSL - Limite inférieure de spécification de fabrication / Limite inférieure de tolérance de production ; NMSL - Ligne de spécification nominale de fabrication / Ligne de champ de tolérance nominale de fabrication ; UMSL – Limite supérieure des spécifications de fabrication
[σ] IS - erreur du système de mesure (MS), qui est dans un état statistiquement contrôlé. L'évaluation de l'erreur d'un système de mesure n'a de signification pratique que si les graphiques XmR construits de valeurs individuelles et de plages mobiles de 25 à 30 mesures « test-retest » de la même norme (référence) démontrent un état statistiquement stable.
Pour renseigner le champ [IC Offset], voir la règle de détermination de l'offset du système de mesure dans la description de la fonction logicielle : Vérification du déplacement du système de mesure détecté par la carte de contrôle Shewhart .
L'utilisateur peut appliquer dans le calcul de la production des options de tolérance restreinte pour les probabilités minimales (85%, 96%, 99% et 99,9%) de respect de la tolérance client des produits triés pour expédition en cliquant sur le bouton radio correspondant, après dont les valeurs des champs de bordure avec la valeur nominale seront remplies dans les champs de tolérance de production rétrécis et décalés et affichage des limites de tolérance de production sur un histogramme et un tracé de points.
Pour plus de détails sur la nécessité de trier les produits en défectueux et non défectueux par rapport aux tolérances de production, qui sont des champs de tolérances normales (client) rétrécies en tenant compte de l'erreur du système de mesure, voir l'article de Donald Wheeler : Le produit conforme aux spécifications est-il réellement conforme ?
Limites de contrôle et ligne centrale du processus sur l'histogramme et le nuage de points
![Bouton [Affiche les limites de contrôle calculées et modifiées sur les histogrammes et les nuages de points]](https://advanced-quality-tools.ru/images/buttons/controlline_hist.png)
Le logiciel vous permet d'activer/désactiver les limites de contrôle et la ligne centrale du processus UNPL(x), CL(x), LNPL(x) pour les valeurs individuelles dans l'histogramme et le nuage de points pour la fenêtre du graphique XmR de valeurs individuelles et plages mobiles, et pour la fenêtre avec graphique XbarR des moyennes et plages de sous-groupes.
Si les données ne peuvent pas avoir de valeurs négatives, comme spécifié par l'utilisateur dans les données sources ou lors de la construction de la carte de contrôle, la limite de contrôle inférieure avec une valeur négative n'est pas affichée (le processus a une distribution asymétrique).

Figure 13. Une info-bulle s'affiche lorsque vous survolez le bouton pour accéder au panneau de commande (activer/désactiver) les limites de contrôle de processus sur l'histogramme.

Figure 14. Le panneau de commande permettant d'activer/désactiver les limites de contrôle de processus sur l'histogramme est ouvert. Les limites de contrôle des processus sont incluses.

Figure 15. Le panneau de commande permettant d'activer/désactiver les limites de contrôle de processus sur l'histogramme est ouvert. Les limites de contrôle de processus dans l'histogramme sont désactivées.

Figure 16. Une info-bulle s'affiche lorsque vous passez la souris sur le bouton pour accéder au panneau de commande permettant d'afficher les limites de contrôle de processus sur un nuage de points. Les limites de contrôle de processus dans l'histogramme sont désactivées.

Figure 17. Le panneau de commande permettant d'activer/désactiver les limites de contrôle de processus sur un nuage de points est ouvert. Les limites de contrôle du processus de nuage de points sont désactivées.
Définition d'une taille de poche d'histogramme personnalisée
Une fonction indispensable lors de la construction d'une carte de contrôle XmR pour valeurs discrètes (comptes), lorsqu'il est utile d'utiliser un format de poche égal à un entier, par exemple égal à 1 (un). La fonction est appelée en cliquant sur le bouton [Définir la taille de poche de l'histogramme]. Lors de la mise à jour des cartes de contrôle, la taille de poche définie par l'utilisateur est conservée, tout comme les autres préréglages de rapport. Lors de la construction de cartes de contrôle à partir de « 0 » ou sur la base de requêtes sur des données externes, la taille calculée de la poche de l'histogramme est définie.
![Bouton [Définir la poche d'histogramme personnalisée]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-17.png)
Figure 18. Info-bulle lorsque vous survolez le bouton pour accéder au panneau de commande de la poche d'histogramme personnalisé.

Figure 19. Panneau de commande pour définir une poche d'histogramme personnalisée. Définissez la taille de poche de l'histogramme personnalisé sur 1 (un) pour l'histogramme de distribution des valeurs discrètes (comptes).

Figure 20. Panneau de commande pour définir une poche d'histogramme personnalisée. La taille de poche de l'histogramme personnalisé est définie sur 2 (unités) pour démontrer comment la forme de l'histogramme de distribution change en fonction de la taille de la poche.
Pour modifier la taille des poches d'histogramme sans référence à des valeurs discrètes, vous pouvez utiliser la fonction mise à l'échelle de l'histogramme , en modifiant le nombre de poches à votre discrétion.
Démonstration de la formation de barres d'histogramme à partir de valeurs individuelles
Avec cette fonction d'assistance, l'utilisateur peut comprendre visuellement et démontrer à son équipe comment les barres d'histogramme sont formées à partir de points de données individuels (valeurs individuelles). Pour une meilleure compréhension par les utilisateurs des outils graphiques de notre logiciel, vous pouvez utiliser le mode dynamique pour démontrer l'accumulation de colonnes d'histogramme à l'aide de fonctions du simulateur . La démonstration dynamique (Figure 21) est mise en œuvre de la même manière que Le conseil d'administration de Galton .
![Bouton [Définir la poche d'histogramme personnalisée]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-19.png)
Figure 21. Une info-bulle s'affiche lorsque vous passez la souris sur le bouton pour accéder au panneau de commande permettant de démontrer la formation des colonnes de l'histogramme.
![Bouton [Définir la poche d'histogramme personnalisée]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-20.png)
Figure 22. Le panneau d'une démonstration statique de la formation de colonnes d'histogramme est ouvert.
![Bouton [Définir la poche d'histogramme personnalisée]](https://advanced-quality-tools.ru/images/articles/scc-python-tolerance-21.png)
Figure 23. Démonstration dynamique de la formation d'un histogramme à l'aide fonctions du simulateur . Le graphique de l'histogramme reste en mode démo.
Vidéo 1. Démonstration dynamique de la formation d'histogrammes à l'aide fonctions du simulateur .
Vidéo 2 : Histogramme de distribution des valeurs individuelles, limites de contrôle, tolérance de rétrécissement du client et de la production et nuage de points (stratification des données), poches d'histogramme et démonstration de la formation d'un histogramme à partir de valeurs individuelles.
Limite de la valeur maximale possible
Vous pouvez saisir dans la fiche d'informations complémentaires la valeur minimale possible, par exemple [0] et la valeur maximale possible [MaxPVL(x) - Ligne de valeur maximale possible], par exemple 100 pour l'indicateur de coupure d'eau et d'huile. Ceci est utile lorsque le processus n'a pas de limite de contrôle supérieure en raison de limitations liées à la nature de la métrique analysée.
![Bouton [Définir la poche d'histogramme personnalisée]](https://advanced-quality-tools.ru/images/articles/scc-python-maximum_possible_value.png)
Figure 24. Ligne de la valeur maximale possible pour la coupe d'eau du pétrole produit.