Problèmes coûteux associés à l’utilisation de tables d’inspection qualité aléatoires
L'utilisation de normes d'échantillonnage quantitatives et alternatives ne donne pas une idée du lot contrôlé et induit les fournisseurs et les consommateurs en erreur.
Article préparé par : Directeur scientifique du Centre AQT Sergueï P. Grigoriev
Le libre accès aux articles ne diminue en rien la valeur des matériaux qu'ils contiennent.
« L'un des obstacles à la transformation : l'utilisation de tableaux pour effectuer des contrôles de réception aléatoires, car ils ne peuvent pas être adaptés à l'objectif de minimiser le coût total moyen de contrôle des matières entrantes et les conséquences de la mise en production de matières défectueuses.
Si le degré de contrôlabilité statistique de la qualité des matériaux entrants est élevé, le contrôle des échantillons ne fournirait pas d'informations sur le reste du lot contrôlé, en raison du manque de preuves de corrélation entre eux dans ce cas.
Le sens de la citation d'Edwards Deming, selon laquelle le contrôle de l'échantillonnage ne donne pas une idée du reste du lot contrôlé, peut être confirmé par l'expérience d'Edwards Deming. avec des perles rouges , dans lequel des échantillons mécaniques aléatoires d'un mélange de billes rouges et blanches donnent dans la grande majorité des cas une valeur de la proportion de billes rouges qui diffère de la proportion réelle de billes rouges dans le mélange, soit supérieure, soit inférieure. Seuls quelques échantillons mécaniques ont atteint la proportion moyenne de billes rouges (1/5) dans le mélange. Il est important de noter ici que nous connaissions la composition du mélange avant le début de l’expérience. En pratique, vous ne connaissez pas ce numéro.
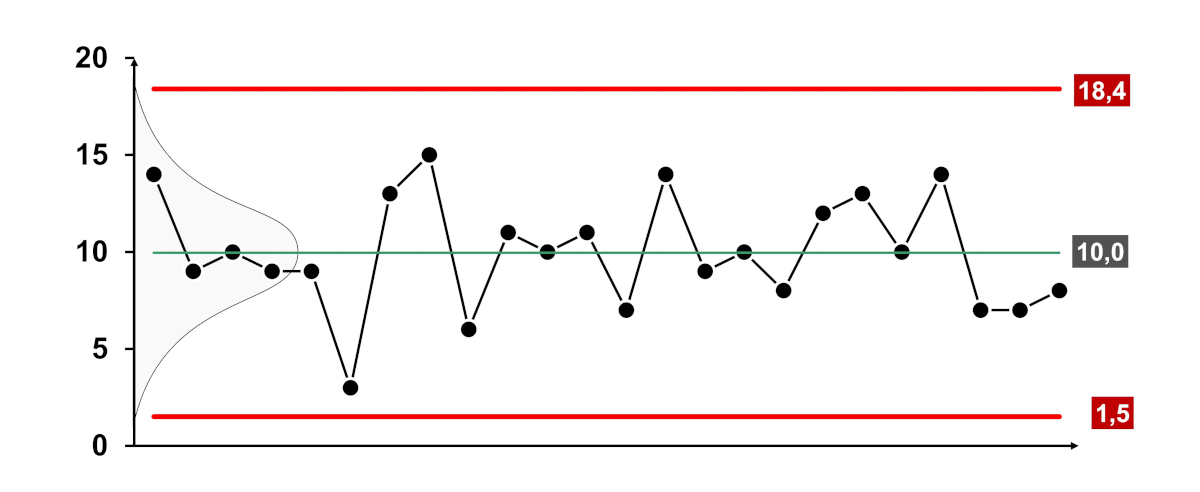
Riz. Carte np de contrôle de l'expérience avec des perles rouges, réalisée lors d'un séminaire de formation par S. P. Grigoryev en 2011.
La raison présentée ci-dessus est suffisante pour une révision généralisée des règles de contrôle d'acceptation des lots entrants.
Je connais un cas où l'utilisation de tables de contrôle qualité d'acceptation sélective a permis d'accepter un lot de pièces critiques ainsi que des pièces défectueuses, dont l'utilisation a conduit à un accident grave avec des victimes et des pertes d'image pour l'entreprise et même pour l'ensemble de l'entreprise. industrie d’un pays.
Quiconque est impliqué dans l'expédition de produits finis connaît des situations anecdotiques où le même lot de marchandises, non accepté par le consommateur lors de la première livraison, est accepté par lui lors de livraisons répétées. La raison de ce phénomène est expliquée ci-dessus.
"Le principal problème... est l'utilisation imprudente de ces plans (d'acceptation) dans des situations où ils ne sont pas applicables."
A l'exception des tableaux de contrôle par échantillonnage, d'autres exigences des normes de contrôle de réception pourraient être appliquées aux processus des fournisseurs et des acheteurs, pour contrôler la qualité des fournisseurs selon la règle " tout ou rien ", mais combien d'entreprises aujourd'hui sont capables d'y répondre ?
Analyse des exigences des normes d'échantillonnage
En tant que personne ayant une formation d'ingénieur, je ressens une dissonance cognitive lorsque les données de mesure (grandeurs continues, caractéristiques mesurées, valeurs individuelles) dans les normes GOST pour le contrôle d'acceptation sélectif sont appelées « caractéristiques quantitatives » et les données de calcul sont appelées « caractéristiques alternatives ». Quel est le rapport entre le mot « quantité » et les caractéristiques mesurées ? Les personnes qui ont traduit la norme ISO se sont-elles souciées de son utilisation prévue avec un minimum de confusion ?
Dans la grande majorité des cas d'application des normes de contrôle d'acceptation par échantillonnage, les exigences obligatoires (conditions d'application) de ces normes pour le « fonctionnement efficace des plans de contrôle par échantillonnage » sont ignorées. Jugez par vous-même.
GOST :
La procédure d'inspection doit être appliquée à une série continue de lots constitués d'unités distinctes de produit fournies par un seul fabricant utilisant un seul processus de production. S'il existe plusieurs fabricants ou processus de production, cette norme doit être appliquée séparément à chaque fabricant ou processus (Source : texte GOST, voir liste sous l'article) ;
Un commentaire:
La partie qui effectue l'inspection à l'arrivée a-t-elle une idée du « processus » du fournisseur dans ce cas ? La réalisation de toute opération de nom identique dans un procédé général, par exemple sur des machines différentes ou à partir de différents lots de matières premières, peut servir de base à une telle division d'une série continue de lots au sein du procédé (par lot de matières premières matériaux, machine, opérateur de machine, etc.). Sans analyser le processus à l’aide des cartes de contrôle Shewhart pour l’uniformité du produit, vous ne pourrez pas le savoir. Même les cartes de contrôle peuvent démontrer l'homogénéité de produits hétérogènes si tous les produits contrôlés proviennent de processus différents mais stables et sont bien mélangés dans le mélange global.
Parallèlement, la carte de contrôle Shewhart, utilisée avec une compréhension du contexte, permet de définir opérationnellement avec précision la notion même de détectabilité des « divers processus ». Mais il n'y a pas un mot à ce sujet chez l'invité.
GOST :
Système de mesure de la qualité :
- la méthode de mesure est impartiale, c'est-à-dire que l'espérance mathématique de l'erreur de mesure est nulle ;
- l'erreur de mesure créant la variation de processus observée est indépendante de l'écart type réel du processus ;
- l'erreur de mesure suit une distribution normale ;
- on sait que le rapport de l'écart type de l'erreur de mesure à l'écart type du processus est inférieur à 0,1, sinon des plans d'échantillonnage doivent être utilisés avec les modifications spécifiées dans les normes ;
Un commentaire:
Il s’agit de l’exigence la plus simple des normes d’échantillonnage, car elle relève en grande partie de la responsabilité de la partie réceptrice. La partie destinataire dispose de telles informations sur son système de mesure ?
Le système de mesure de l'organisme de surveillance répond-il à ces exigences ? Pour répondre à l'exigence finale du rapport 1/10, vous devez connaître l'écart type du processus qui produit la caractéristique du produit contrôlé chez le fournisseur. Mais si le processus du fournisseur est dans un état statistiquement incontrôlé, l'écart type calculé ne peut pas être utilisé dans ce cas. Le fournisseur vous a-t-il fourni des cartes de contrôle Shewhart confirmant la stabilité de ses processus associés à la production des produits fournis ?
L’exigence d’une absence totale de biais dans la méthode de mesure est généralement absurde. Il y a toujours un biais dans le système de mesure ! L’importance de ce biais du système de mesure aux fins de l’utilisation des mesures obtenues avec ce système de mesure est discutable.
Donald Wheeler dans l'article [33] « Diagrammes de cohérence, SPC pour les systèmes de mesure ». fournit une description d'une procédure simple pour déterminer la détectabilité de ce biais à des fins de contrôle statistique des processus, qui est mise en œuvre dans notre logiciel . Mais le déplacement du système de mesure d'acceptation du produit par rapport aux limites de tolérance aura une tout autre signification. C'est pourquoi nous avons implémenté dans notre logiciel la possibilité de décaler le champ de tolérance vers le déplacement identifié du système de mesure.
Dans le même temps, nous n'avons pas trouvé un mot sur l'exigence de cohérence entre les systèmes de mesure du fournisseur et du consommateur. Cette question est importante car, outre les problèmes de stabilité et de biais dans les systèmes de mesure du fournisseur et du consommateur, ils sont susceptibles d'avoir des erreurs (écarts types) différentes dans les systèmes de mesure. De plus, il faut comprendre que les valeurs obtenues de mesures répétées du même produit auront des valeurs différentes à moins de 6 sigma d'erreur, même pour un système de mesure avec une densité de distribution de mesures répétées (test-retest) proche À la normale.
Pour une explication de ce qu'il convient de faire, voir la décision ouverte sur l'article de Donald Wheeler : " Le produit répond-il aux spécifications (approbation) et répond-il réellement aux spécifications ? Les produits défectueux sont-ils vraiment défectueux ? ". Les recommandations de cet article sont également mises en œuvre dans notre logiciel.
GOST :
Dans le cas de plusieurs caractéristiques de qualité, elles sont indépendantes les unes des autres (Source : texte GOST, voir liste).
Un commentaire:
Le destinataire est-il conscient de cette « indépendance » ? Quelle source d’information utilisez-vous ? De quelles données disposez-vous ?
GOST :
La production des matériaux fournis est durable et dans un état statistiquement contrôlé (Source : texte GOST, voir liste).
Un commentaire:
Comment le destinataire connaît-il l'état statistique du processus du fournisseur (fabricant) ? Quelle source d’information utilisez-vous ? De quelles données disposez-vous ? Le fournisseur vous fournit chaque lot de cartes de contrôle Shewhart des processus de production pour des paramètres de qualité contrôlés, indiquant la stabilité de ses processus, et vos évaluations d'échantillons confirment les informations affichées sur les cartes de contrôle du fournisseur ?
GOST :
Lors de l'utilisation d'un plan d'échantillonnage basé sur une caractéristique quantitative, les valeurs mesurées doivent obéir à une distribution normale ou proche de la normale (Source : texte GOST, voir liste).
Un commentaire:
Comment le destinataire connaît-il la normalité de la distribution des caractéristiques de qualité mesurées du fournisseur (fabricant) ? Quelle source d’information utilisez-vous ? De quelles données disposez-vous ? Que signifie « distribution proche de la normale » ? Voir l'article sur définitions opérationnelles .
Après tout, si le processus du fournisseur est dans un état statistiquement incontrôlable (imprévisible), cela n'a aucun sens de parler de sa reproductibilité et de la normalité de la distribution de la valeur mesurée. De plus, dans la pratique réelle, personne ne connaît la véritable forme de distribution des valeurs de mesure individuelles. Par exemple, les processus avec un espace de vie limité manquent de symétrie de distribution (par exemple, dans le cas où il n'y a pas de limite de contrôle inférieure sur la carte de contrôle Shewhart). De plus, pour le contrôle statistique des processus à l'aide des cartes de contrôle Shewhart, le type de distribution n'a pas d'importance - c'est l'une des propriétés de robustesse des cartes de contrôle.
GOST :
Le recours à l’échantillonnage quantitatif s’applique à la production continue d’une longue série de lots, mais n’est pas recommandé pour des lots individuels. Pour des lots individuels ou une courte série de lots, il est plus efficace d'utiliser des plans de contrôle alternatifs, chaque lot étant constitué d'unités du même type, classe, taille et composition, produites essentiellement dans les mêmes conditions pendant la même période ( Source : texte GOST, voir liste).
Un commentaire:
Comment la partie destinataire a-t-elle connaissance de « pratiquement les mêmes conditions pendant la même période » ? Quelle source d’information utilisez-vous ? De quelles données disposez-vous ? Est-ce que vous et le fournisseur êtes convenus d'un accord clair et sans ambiguïté définition opérationnelle une telle « identité » ? Souvent, le fournisseur lui-même n’en a aucune idée.
GOST :
Les procédures d'échantillonnage ne doivent pas être appliquées aux lots ayant subi une sélection préliminaire avec remplacement des unités de produit non conformes (Source : texte GOST, voir liste).
Un commentaire:
Le destinataire est-il conscient de ce « tri » effectué par le fournisseur avant expédition ? Quelle source d’information utilisez-vous ? De quelles données disposez-vous ? Souvent, avec les meilleures intentions du monde, un fournisseur essaie de réduire le pourcentage de produits défectueux dans un lot en échantillonnant les produits défectueux avant expédition.
GOST :
L'inspection par échantillonnage n'implique pas qu'un fournisseur puisse sciemment fournir des unités de produit non conformes (Source : texte GOST, voir liste).
Un commentaire:
La partie destinataire peut-elle avoir connaissance de la « fourniture consciente de produits non conformes » par le fournisseur ? Quelle source d’information utilisez-vous ? De quelles données disposez-vous ?
Je connais des cas de mélange délibéré de produits défectueux dans un lot avec des bons. Après tout, le résultat d’un tel mélange raisonnable de bons et de mauvais produits dans ce cas ne devrait pas dépasser le « niveau maximum admissible de non-conformités, la limite de qualité acceptable (AQL, limite de qualité d’acceptation) ».
Que faire au lieu d'utiliser des tableaux pour un contrôle de réception aléatoire ?
La meilleure solution serait d'utiliser un plan de contrôle des matières premières, des fournitures et des composants entrants. tout ou rien ".
Dans tous les cas, nous devons tout faire pour qu’aucun produit défectueux (non conforme) ne parvienne chez votre client. Pour réduire le coût total global de production de produits de qualité, améliorez continuellement tous les processus en comprenant leur interdépendance. La règle de contrôle « tout ou rien » pour les matières entrantes ne sert qu'à minimiser les coûts totaux moyens de l'entreprise pour le rejet des matières entrantes, pour lesquels une décision doit être prise sur le contrôle à 100 % de l'ensemble du lot de matières entrantes ou le passage d'un tel lot en production. avec remplacement et reprise ultérieurs des produits défectueux, formés à la suite d'un tel passage par acceptation sans contrôle entrant.
« Une fois que votre produit atteint le client, le coût immédiat de réparation et de remplacement ne représente qu'une petite fraction du coût du défaut. La perte d'activité future due à un client insatisfait ou à un client potentiel qui apprend l'incident peut être énorme et malheureusement impossible à estimer." .
Si votre relation actuelle avec un fournisseur ne vous donne pas une idée fiable de la stabilité de ses processus, et que vous ne disposez pas de vos propres données d'historique d'approvisionnement, utilisez la vérification à 100 % (tests non destructifs uniquement) pour accumuler rapidement ces informations. . Insistez pour que le fournisseur fournisse des cartes de contrôle de ses processus avec chaque expédition. S'il ne sait pas comment faire, apprenez-lui. Parallèlement, collecter en interne les données sur les lots du fournisseur lors de la réception des lots de matières, construire des cartes de contrôle et juger de la stabilité de ses processus en fonction d'indicateurs de qualité contrôlés et de la proportion moyenne de matières défectueuses, cela vous permettra d'avancer à un plan de contrôle " tout ou rien ".
« L'état du contrôle statistique présente un net avantage. Pour savoir si le flux entrant de lots répond à la condition 1 ou à la condition 2 de la règle du tout ou rien ou s'il se trouve dans un état proche du chaos, il suffit de suivre le contrôle statistique. et le pourcentage moyen de produits défectueux à l'aide de graphiques, construits sur la base de tests continus sur de petits échantillons (comme dans tous les cas), de préférence en collaboration avec et dans les locaux du fournisseur.
Établissez des relations avec un fournisseur intéressé par une coopération qui vous permettra, au fil du temps, même si cela n'arrivera pas dans un avenir proche, d'abandonner complètement le contrôle entrant. En attendant, ne restez pas sans informations ; construisez vos propres cartes de contrôle des paramètres de qualité des matériaux entrants. Cela vous donnera un avantage supplémentaire dans les négociations avec un tel fournisseur.
Liste GOST des procédures de contrôle de qualité aléatoire
GOST R ISO 3951-1-2015
Désignation Anglais : GOST R ISO 3951-1-2015
Titre russe : Méthodes statistiques. Procédures d'échantillonnage basées sur des caractéristiques quantitatives. Partie 1. Exigences relatives aux plans en une étape basés sur le NQA lors de l'inspection de lots successifs utilisant une seule caractéristique et un seul NQA
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par variables. Partie 1. Spécification pour les plans d'échantillonnage uniques indexés par NQA pour le contrôle lot par lot pour une seule caractéristique de qualité et un seul NQA
GOST R ISO 3951-2-2015
Désignation Anglais : GOST R ISO 3951-2-2015
Titre russe : Méthodes statistiques. Procédures d'échantillonnage basées sur des caractéristiques quantitatives. Partie 2. Exigences générales pour les plans en une seule étape basés sur le NQA lors de l'inspection de lots successifs pour des caractéristiques de qualité indépendantes
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par variables. Partie 2. Spécifications générales pour les plans d'échantillonnage uniques indexés par NQA pour le contrôle lot par lot des caractéristiques de qualité indépendantes
GOST R ISO 3951-3-2009
Désignation Anglais : GOST R ISO 3951-3-2009
Titre russe : Méthodes statistiques. Procédures d'échantillonnage basées sur des caractéristiques quantitatives. Partie 3 : Schémas basés sur le NQA en deux étapes pour l'inspection séquentielle des lots
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par variables. Partie 3. Plans d'échantillonnage double indexés par NQA pour l'inspection lot par lot
GOST R 50779.70-2018
Désignation Anglais : GOST R 50779.70-2018
Titre russe : Méthodes statistiques. Procédures d'échantillonnage alternatives. Introduction aux normes de la série GOST R ISO 2859
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par attributs. Introduction à la série de normes GOST R ISO 2859
GOST R ISO 2859-1-2007
Désignation Anglais : GOST R ISO 2859-1-2007
Titre russe : Méthodes statistiques. Procédures d'échantillonnage alternatives. Partie 1 : Plans d'échantillonnage pour les lots successifs basés sur des niveaux de qualité acceptables
Titre en anglais : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par attributs. Partie 1. Programmes d'échantillonnage indexés par limite de qualité d'acceptation pour l'inspection lot par lot.
GOST R ISO 2859-3-2009
Désignation Anglais : GOST R ISO 2859-3-2009
Titre russe : Méthodes statistiques. Procédures d'échantillonnage alternatives. Partie 3. Contrôle avec saut de lots
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par attributs. Partie 3. Procédures d'échantillonnage par sauts de lots
GOST R ISO 2859-5-2009
Désignation Anglais : GOST R ISO 2859-5-2009
Titre russe : Méthodes statistiques. Procédures d'échantillonnage alternatives. Partie 5 : Système de plan séquentiel basé sur le NQA pour l'inspection séquentielle des lots
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par attributs. Partie 5. Système de plans d'échantillonnage séquentiels indexés par NQA pour l'inspection lot par lot
GOST R ISO 2859-10-2008
Désignation Anglais : GOST R ISO 2859-10-2008
Titre russe : Méthodes statistiques. Procédures d'échantillonnage alternatives. Partie 10. Introduction aux normes de la série GOST R ISO 2859
Titre français : Méthodes statistiques. Procédures d'échantillonnage pour l'inspection par attributs. Partie 10. Introduction à la série de normes GOST R ISO 2859